


Optimization of Molding Process of Daqu’s Multi Position Press
-
摘要: 大曲是白酒酿造过程中的糖化剂、发酵剂和生香剂,其质量的好坏将直接影响白酒的品质。为确定多工位压曲机压制大曲的最佳成型工艺参数,本文以大曲表面提浆效果面积比和大曲内部含水率均匀因子为评价指标,进行响应面试验,研究了不同压制速度、踩踏次数与成型次数3个因素对大曲提浆效果和含水率均匀度的影响。结果表明,各工艺参数对大曲提浆效果的影响作用依次为:踩踏次数>成型次数>压制速度,对大曲含水率均匀度的影响作用依次为:压制速度>踩踏次数>成型次数。最佳工艺参数为:压制速度A=20 mm/s,踩踏次数B=20次,成型次数C=7次。在该工艺参数条件下压制大曲得到的大曲表明提浆效果面积比为85.66%,大曲内部含水率均匀因子为6.37。本研究为白酒大曲成型工艺提供了生产性和实用性的技术支持。Abstract: Daqu is a saccharifying agent, starter culture agent and aroma generating agent in the process of liquor brewing. The quality of Daqu directly affects the quality of liquor. In order to find the Daqu’s optimal molding process parameters during the pressing process of Daqu’s multi position press, this paper deployed area ratio of surface pulping and the uniform factor of internal moisture content of Daqu as evaluation indexes. Surface response experiment studied the influence of three factors of different pressing speed, stepping times and forming times on Daqu, s pulp extraction effect and moisture content uniformity. The research results showed that the impact of each process parameter on the pulping effect of Daqu ranked as follows: Stepping times>forming times>pressing speed. The influence on the uniformity of Daqu water content was pressing speed>stamping times>forming times. The best process parameters were: Pressing speed (A)=20 mm/s, times of trampling (B)=20, and times of molding (C)=7. Under the conditions of the process parameters, the Daqu obtained by pressing Daqu showed that the effective area ratio of pulping was 85.66%, and the uniformity factor of water content inside Daqu was 6.37. The thesis provided productive and practical technical support for the standardization and industrialization of liquor Daqu pressing production.
-
Keywords:
- Daqu molding /
- process parameters /
- pulping effect /
- moisture content
-
大曲制酒是我国酿酒的独特工艺[1]。近年来,在白酒“158计划”的推动下,白酒行业不断开拓新技术,创新酿酒工艺[2]。在白酒生产过程中,制曲是整个白酒生产工艺中的关键工序之一,大曲成型的效果将直接影响到大曲的质量[3-4]。虽然机械化制曲提高了大曲成型的效率,改善了工作环境;但机械化制曲与人工踩曲的质量存在着差距[5]。为了提高机械化制曲的质量,必须要对机械化大曲成型工艺参数进行优化[6]。
目前国内对压制成型工艺的研究主要集中在农业纤维物料(如玉米秆[7]、棉秆[8]、小麦秆[9])、塑料[10-11]、复合材料[12-13]以及金属材料[14-15]的压制成型工艺参数优化和研究。当前,大曲工艺方面的研究主要集中在小麦粉粹度[16],对大曲的研究主要集中在大曲温度[17-18]、含水率[19-20]、酸度[21]等方面。但是对大曲的成型工艺研究并不多,尤其是关于大曲压制速度、踩踏次数和成型次数等成型工艺参数对大曲质量的影响鲜有报道[22],生产过程也还未形成现有的成型理论,无法进行直接生产指导[23],所以必须深入研究成型工艺参数对大曲质量的影响,以加快实现大曲自动化生产进程。
本文应用响应面分析方法深入研究了大曲成型工艺参数对大曲质量的影响,确定多工位压曲机大曲成型的最佳工艺参数,以期为今后大曲生产工艺和目前机械化成型提供理论基础。
1. 材料与方法
1.1 材料与仪器
优质小麦 均来自四川宜宾某酒厂,该批小麦经过强行干燥,含水率为10%。
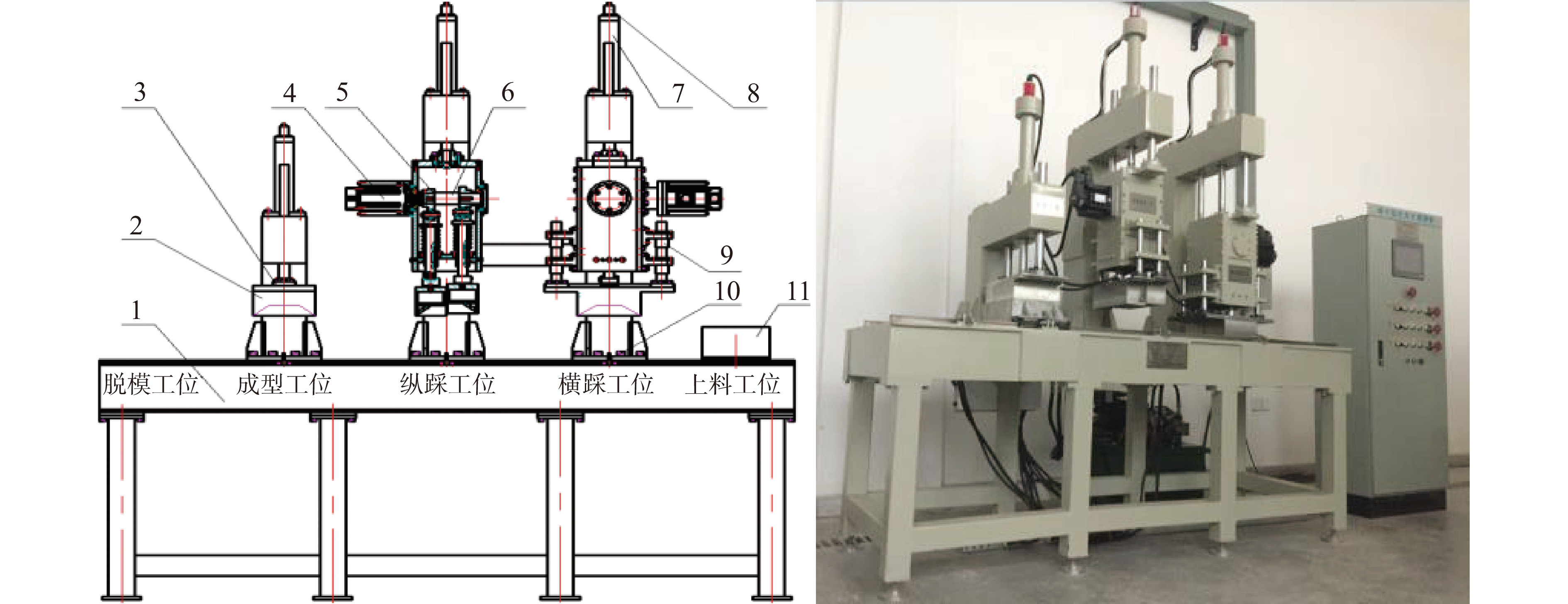
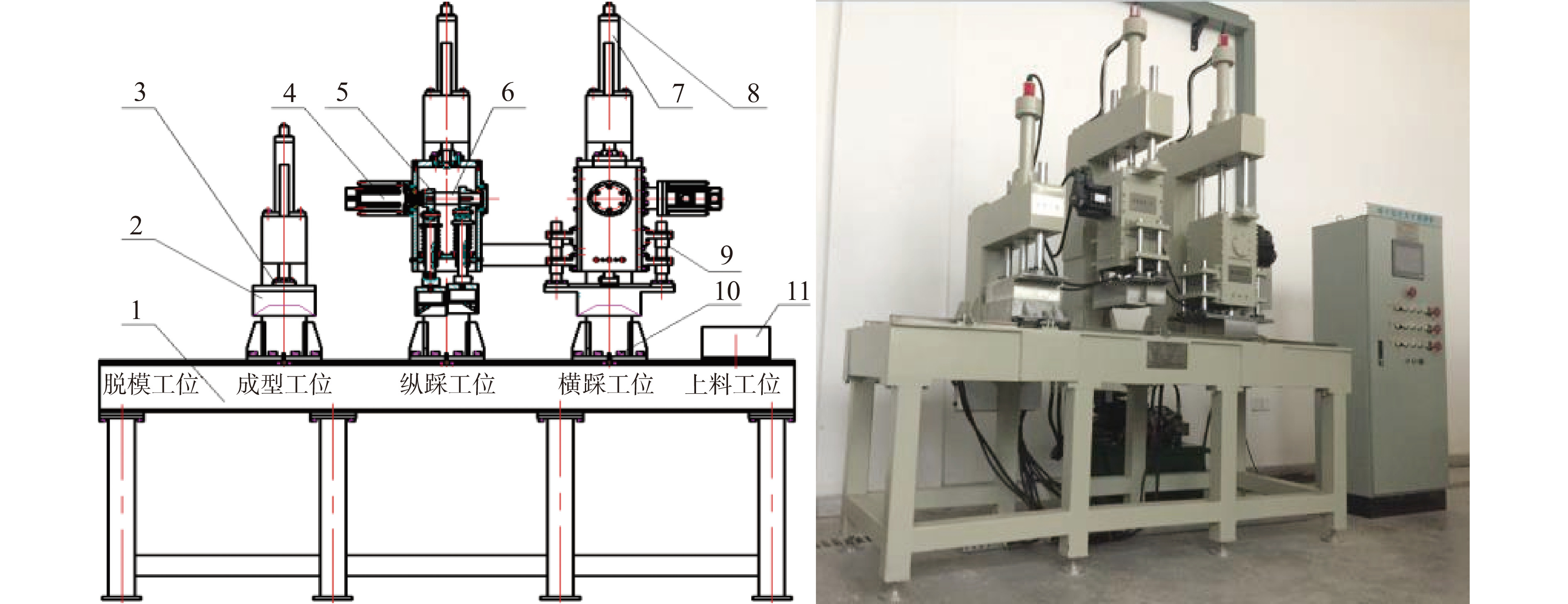
多工位大曲成型实验台 四川轻化工大学机械工程学院研制如图1,其主要设计参数如表1;SX-150盘式研磨机 湖北省石首市四新机械厂;DGX-9053B-1小型电热烘干机 上海福玛实验设备有限公司;FX17E高光谱成像系统 芬兰Specim公司。
![]() 图 1 多工位大曲成型实验台注:1. 机架;2. 锤头;3. 压力传感器;4. 伺服电机;5. 凸轮;6. 传动轴;7. 液压缸;8. 位移传感器;9. 导向轴;10. 模盒定位机构;11. 模盒。Figure 1. Multi-station Daqu forming experiment platform
图 1 多工位大曲成型实验台注:1. 机架;2. 锤头;3. 压力传感器;4. 伺服电机;5. 凸轮;6. 传动轴;7. 液压缸;8. 位移传感器;9. 导向轴;10. 模盒定位机构;11. 模盒。Figure 1. Multi-station Daqu forming experiment platform1.2 实验方法
1.2.1 大曲制作生产流程和操作要点
1.2.1.1 生产流程
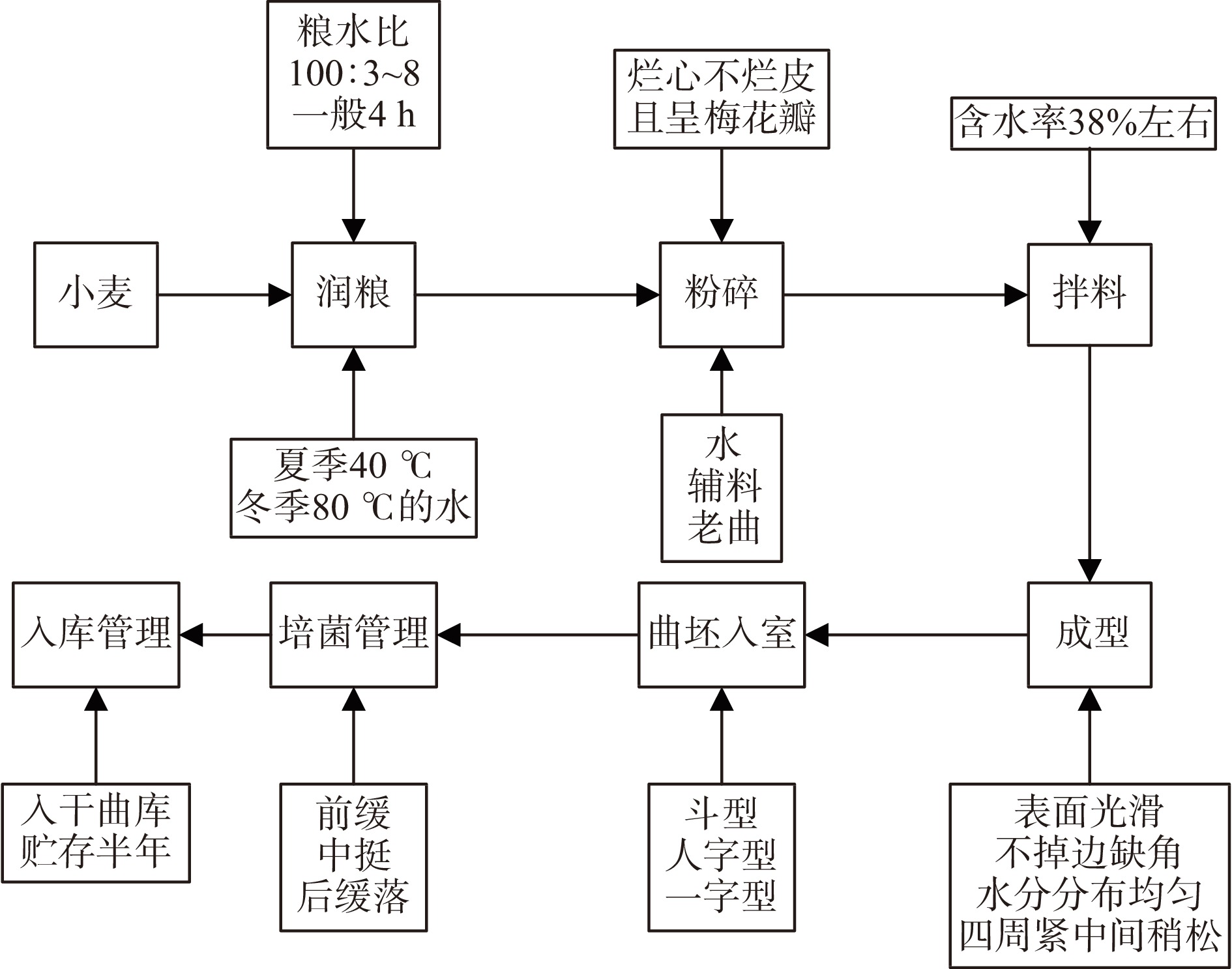
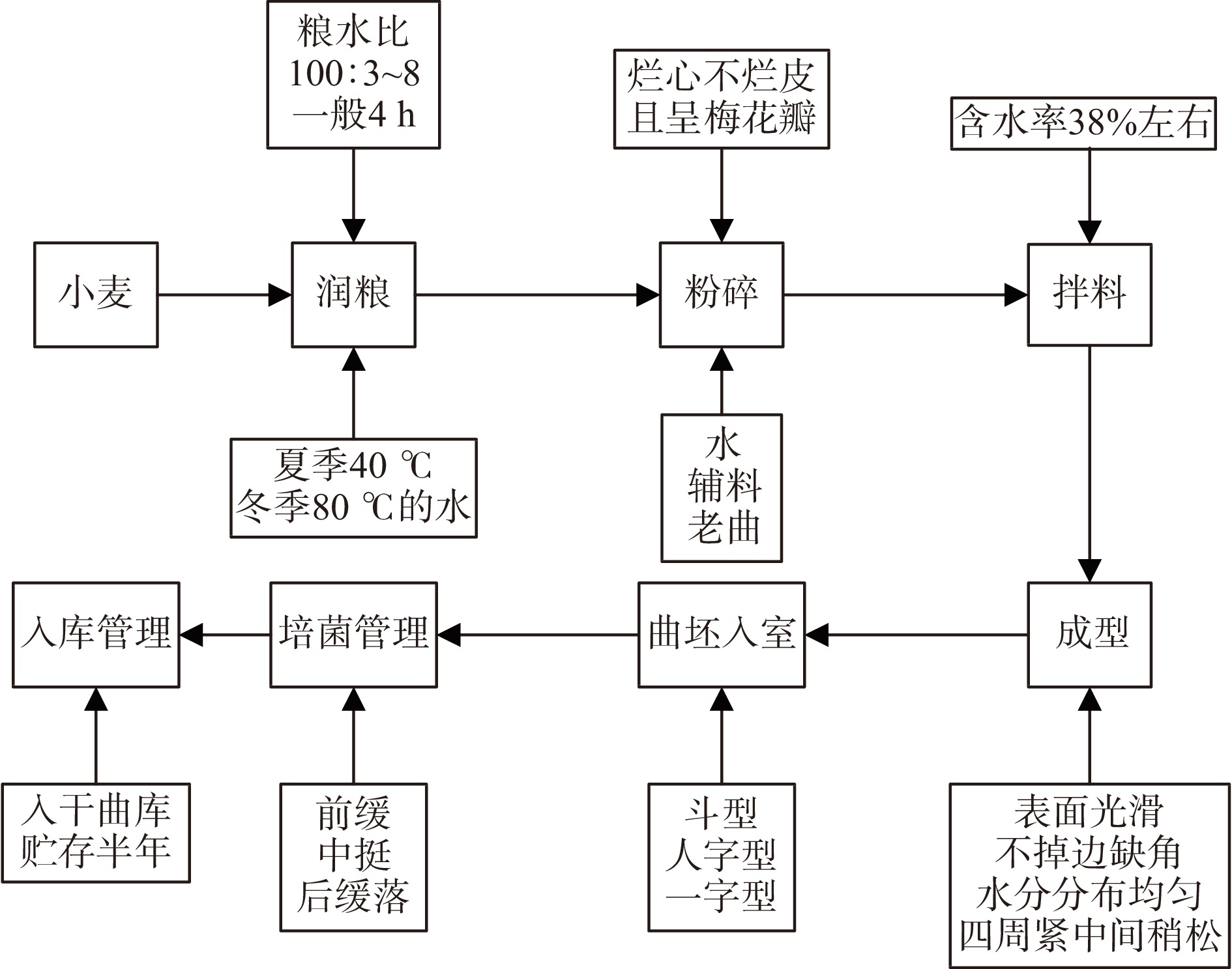
浓香型大曲生产过程较为复杂,其流程如图2所示。大曲生产过程中的润粮、粉粹与拌料机械化水平较高。
1.2.1.2 操作要点
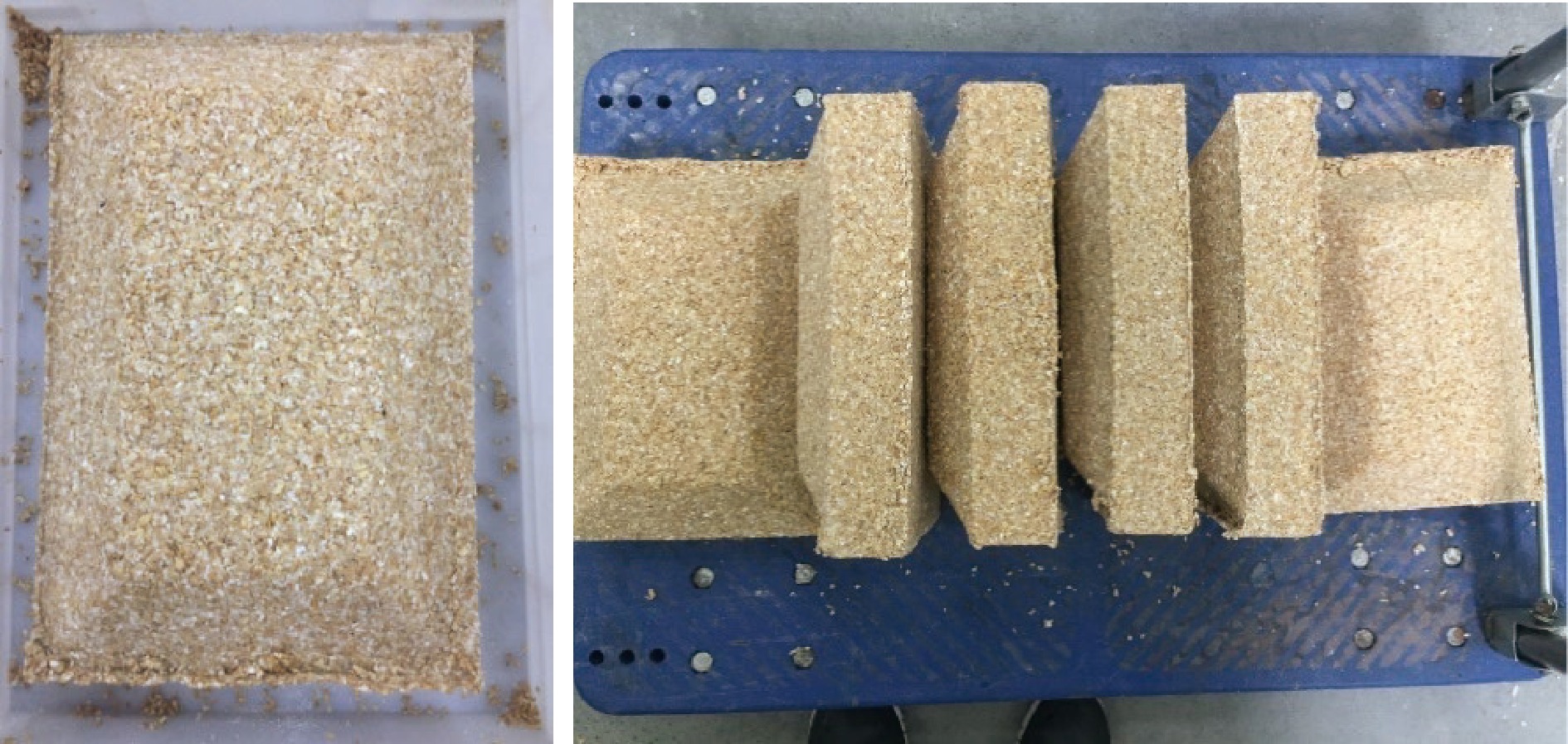
首先,按照100:5的比例将小麦与水均匀混合,其中水为80°左右的热水,之后静置等待大约4 h,将其倒入盘式研磨机里面研磨,研磨好的小麦见图3。最后用电子计重称称取质量为3541.39 g研磨好的小麦,用量筒量取1485.61 g的水,将小麦与水均匀混合搅拌,即可完成实验中一块大曲所需的原料制备(一块大曲原料5 kg,含水率39%)。
制备好的原料利用多工位大曲实验台进行大曲成型,多工位大曲实验台其设计参数如表1,结合本大曲成型设备对成型工艺参数的分析,发现压制速度、踩踏次数与成型次数这三个参数对大曲品质都存在不同程度的影响,所以将这三个工艺参数纳入多工位大曲成型工艺参数的优化因素中。
表 1 多工位大曲成型实验台主要设计参数Table 1. Main design parameters of the multi-station Daqu forming test bench参数名称 参数值 外形尺寸(长×宽×高) 2400 mm×60 mm×1900 mm 下压速度 20~50 mm/s 上升最大速度 60 mm/s 液压缸最大推力 8000 N 横踩工位行程 90~110 mm 纵踩工位行程 100~120 mm 成型工位行程 110~120 mm 曲盒大小 300 mm×190 mm×80 mm 电机功率 1.8 kW 1.2.2 单因素实验
在一些研究成型设备与大曲成型相关的文献中,得出大曲成型的压制速度区间为6~45 mm/s,成型次数为1~9次[24-26],但踩踏次数目前还未有相关的研究。
选定压制速度、踩踏次数、成型次数3个因素做单因素实验,探究各因素对大曲表面提浆效果和大曲内部含水均匀性的影响及参数范围。分别设置压制速度为5、15、25、35、45 mm/s,踩踏次数10次,成型次数5次;踩踏次数为2、5、8、12、18次,压制速度为15 mm/s,成型次数为5次;成型次数为1、3、5、7、9,压制速度为15 mm/s, 踩踏次数为10 次。
1.2.3 响应面试验
由响应面设计原理,选取压制速度、踩踏次数、成型次数,三个单因素最佳值及其前后相邻值作为试验因素,并选取大曲表面提浆效果面积比和大曲内部含水均匀因子为响应值,进行响应面优化设计得到大曲成型最佳工艺。各试验因素及水平的取值如表2所示,借助Design-Expert10.0.7软件进行数据分析。
表 2 成型试验因素水平设定表Table 2. Forming experiment factor level table
水平编号因素 A压制速度
(mm/s)B踩踏次数
(次)C成型次数
(次)−1 10 4 3 0 25 12 5 1 40 20 7 1.3 大曲品质的检测方法
1.3.1 大曲内部含水率均匀性检测
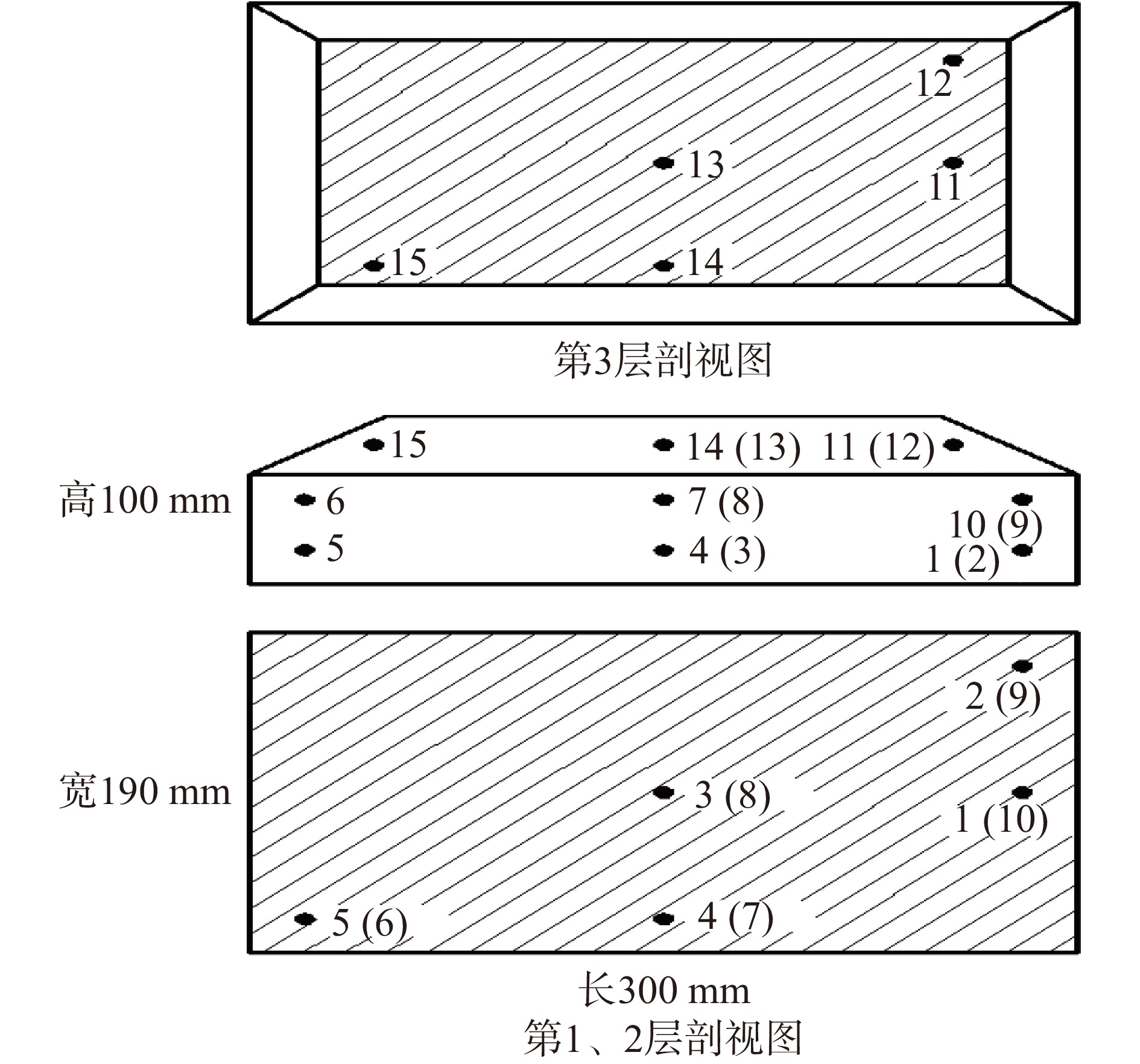
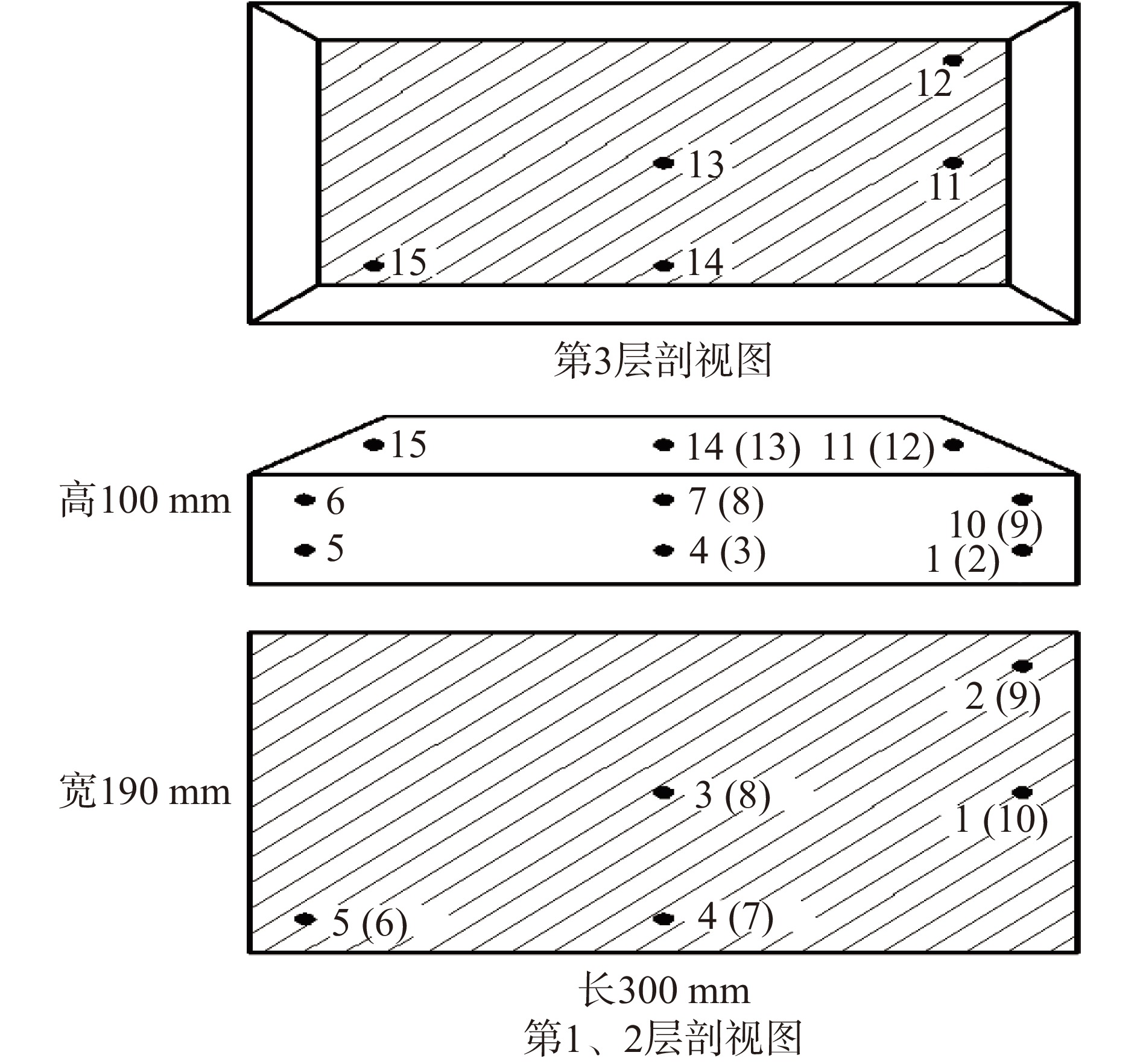
大曲内部含水率均匀性表示大曲内部水分均匀分布程度。宜宾某酒厂在多年的实践与探索中发现[27]:大曲保持含水率在39%左右,内部水分均匀分布时,能得到更高品质的白酒。在大曲在成型过程中所受到的力是不相等的,故应在垂直方向上应分层取样。检测点分布图为图4所示。其中大曲的水分检测方法使用常压干燥法[28]。大曲内部含水均匀因子计算公式如下:
ˉx=Σni=1xin (1) σ=√Σni=1(xi−ˉx)2n (2) Y=1σ (3) 式中:
ˉx 为某块大曲n个检测点水分数据的平均值;xi 为第i个测量数据值;σ 为某块大曲内部水分的标准差,Y为均匀因子。1.3.2 大曲表面提浆效果检测
大曲表面提浆是大曲内部的水麦胶(实际是一种蛋白)与水的混合物一起提取到大曲表面的一种现象。对大曲表面进行提浆效果检测,为了保证数据的准确性,本文利用高光谱成像技术作为大曲提浆效果的检测手段[29]。大曲表面水麦胶与水的混合物含量高低反映大曲表面提浆的效果,麦胶与水的混合物含量高则提浆效果好。对成型的一块完整大曲进行光谱数据采集,得到大曲表面每个像素点的光谱值,将光谱值带入大曲表面提浆预测模型中,计算出各像素点所对应的提浆含量值,并进行可视化。
其中,大曲表面提浆效果面积比(X)计算公式如式(4)。
X=S1S (4) 式中:S1为大曲表面含水率大于33%的面积;S为大曲表面面积;X为面积比。
1.4 数据处理
所有试验均进行3次重复,数据结果用均值±标准差来表示,采用Design-Expert10.0.7软件和Matlab软件进行数据分析处理。
2. 结果与分析
2.1 单因素实验结果
2.1.1 压制速度对大曲表面提浆效果和内部含水均匀性的影响
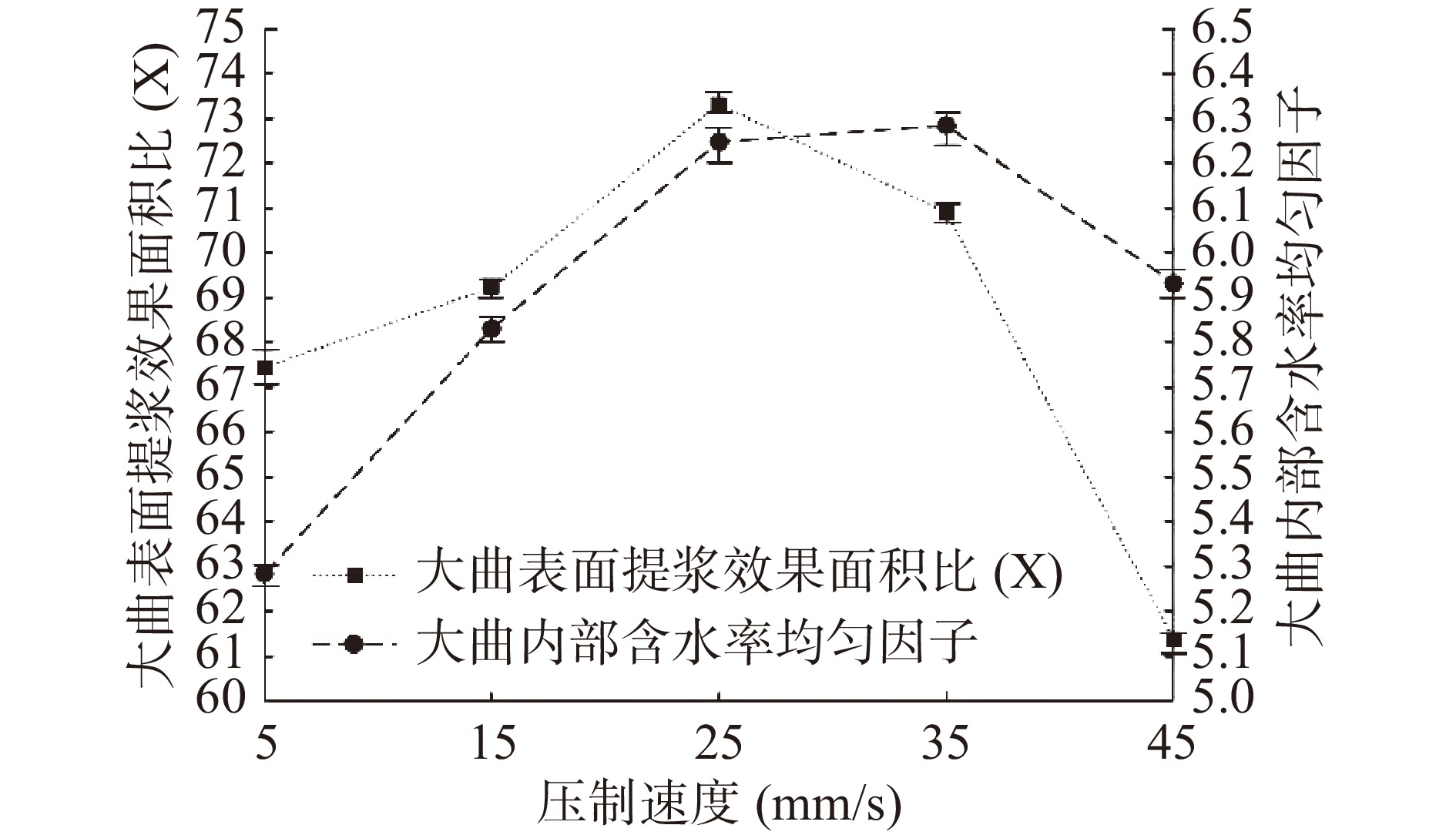
从图5可知,压制速度由5~25 mm/s增加时,大曲表面提浆面积比X和内部含水率均匀因子得到有效的提高,而当压制速度大于25 mm/s时大曲表面提浆面积比X和大曲内部含水率均匀因子开始下降。由于压制速度过快将会导致大曲在压缩的过程中内部水分无法得到充分流动,造成大曲内部水分不均,同时由于大曲受压时间较短,被挤压到大曲表面的小麦浆较少,导致提浆效果变差。因此试验选取25 mm/s的压制速度。
![]() 图 5 压制速度对大曲表面提浆效果和内部含水均匀性的影响Figure 5. Influence of pressing speed on surface pulping effect and internal water uniformity of Daqu
图 5 压制速度对大曲表面提浆效果和内部含水均匀性的影响Figure 5. Influence of pressing speed on surface pulping effect and internal water uniformity of Daqu2.1.2 踩踏次数对大曲表面提浆效果和内部含水均匀性的影响
由图6可知,随着踩踏次数的增加,大曲表面提浆面积比X和内部含水率均匀因子也逐渐升高。当达到12次以后,随着踩踏次数的增加,大曲表面提浆面积比X和内部含水率均匀因子也都变化不大。由于踩踏次数的增加,大曲内部的空气和水分流动更加充分并在大曲内部形成更多的小麦浆液,而在踩踏次数达到12次后踩踏作用使得大曲表面提浆效果和内部含水均匀性到达平衡,因此试验选取12次的压制次数。
![]() 图 6 踩踏次数对大曲表面提浆效果和内部含水均匀性的影响Figure 6. Influence of treading times on surface pulping effect and internal water uniformity of Daqu
图 6 踩踏次数对大曲表面提浆效果和内部含水均匀性的影响Figure 6. Influence of treading times on surface pulping effect and internal water uniformity of Daqu2.1.3 成型次数对大曲表面提浆效果和内部含水均匀性的影响
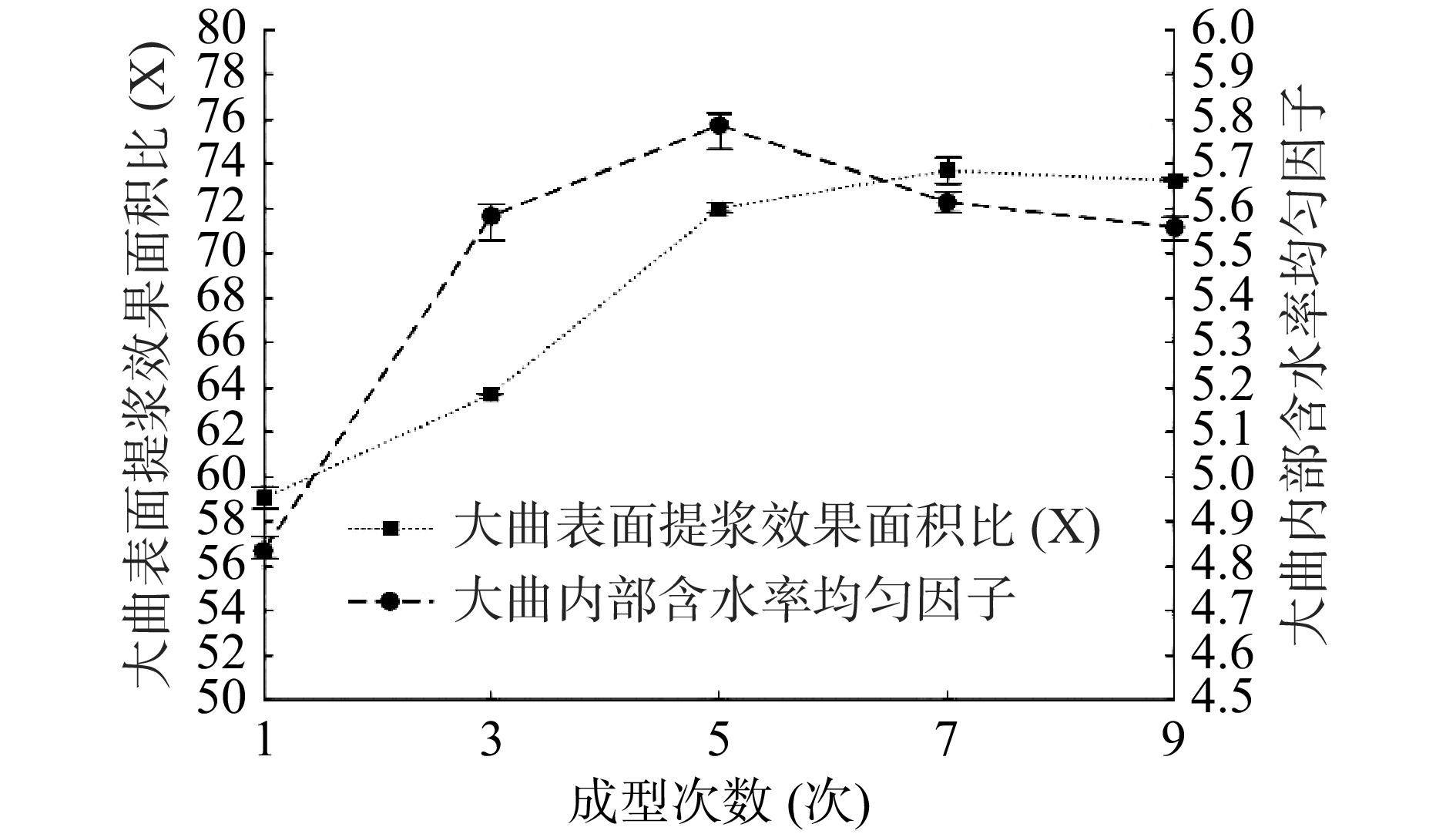
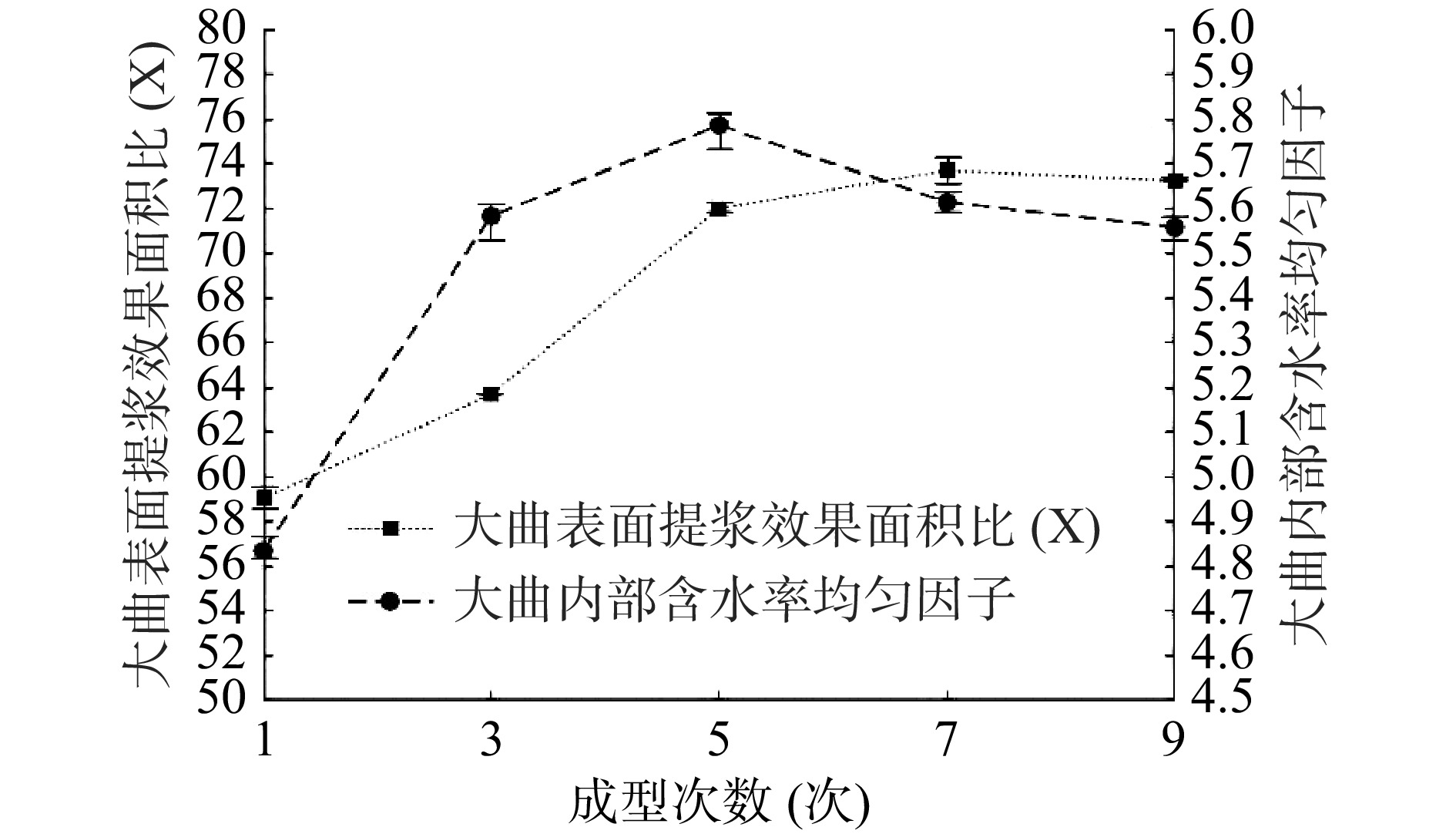
由图7可知,随着成型次数的增加,大曲表面提浆面积比X逐渐上升而在成型次数超过5次时,开始上升缓慢。而大曲内部含水率在成型次数达到5次时到达最高值,均匀因子5.786,由于成型次数的增加,大曲内部的水分和小麦浆液更加均匀的分布至大曲的四周和表面,当成型次数达到5次后从大曲内部挤压至表面的水分和小麦浆液趋近平衡,因此试验选取的成型次数为5次。
![]() 图 7 成型次数对大曲表面提浆效果和内部含水均匀性的影响Figure 7. Influence of molding times on surface pulping effect and internal water uniformity of Daqu
图 7 成型次数对大曲表面提浆效果和内部含水均匀性的影响Figure 7. Influence of molding times on surface pulping effect and internal water uniformity of Daqu2.2 响应面试验结果
大曲表面提浆效果差(即面积比值低)会引起大曲表皮保持水分的能力变差、表层的皮较厚、微生物群落生长缓慢[30-31],而大曲内部含水率低则会抑制各种酶的产生和曲块中微生物的生长代谢[32],最终都将导致白酒质量下降[33]。本文以压制速度、踩踏次数和成型次数为自变量,大曲表面提浆面积比(X)和大曲内部含水率均匀因子(Y)作为参考指标进行响应面试验分析。实现大曲成型工艺参数的优化 [31]。结果如表3所示。
表 3 响应面试验结果Table 3. Test results of response surface实验号 压制速度A
(mm/s)踩踏次数B
(次)成型次数C
(次)面积比(X)
(%)均匀因子(Y) 1 25 12 5 74.13 6.3651 2 25 12 5 74.33 6.3270 3 40 12 3 63.11 5.9272 4 25 4 3 44.32 5.9695 5 25 12 5 74.09 6.3156 6 10 12 3 68.67 5.2646 7 10 4 5 54.28 5.5898 8 40 12 7 80.14 5.8276 9 10 12 7 79.96 5.4421 10 40 20 5 81.09 6.2196 11 40 4 5 47.20 6.1549 12 10 20 5 88.61 5.9209 13 25 20 3 69.64 6.3746 14 25 12 5 75.57 6.3081 15 25 12 5 73.39 6.2834 16 25 4 7 51.23 6.3523 17 25 20 7 85.35 6.3282 2.3 回归模型的建立与验证
2.3.1 大曲表面提浆效果面积比回归方程
大曲表面提浆效果面积比(X)的回归方程方差分析结果如表4所示,由该表可知,该模型的决定系数R2=0.9936,说明该模型拟合优度较好,能充分反映大曲表面提浆效果面积比与各因素之间的关系;F=121.43,P<0.001,表明高度显著,可用于大曲表面提浆效果的预测。其中大曲表面提浆效果(面积比)与各因素编码值的回归方程由式5所示。
表 4 面积比(X)方差分析Table 4. Area ratio (X) analysis of variance因素 平方和 自由度 均方差 F值 P值 显著性 模型 2801.87 9 311.32 81.20 < 0.0001 *** A 49.90 1 49.90 13.02 0.0087 ** B 2037.13 1 2037.13 531.33 < 0.0001 *** C 324.36 1 324.36 84.60 < 0.0001 *** AB 0.048 1 0.048 0.013 0.9137 不显著 AC 8.24 1 8.24 2.15 0.1861 不显著 BC 19.36 1 19.36 5.05 0.0595 不显著 A2 15.42 1 15.42 4.02 0.0849 * B2 298.58 1 298.58 77.88 < 0.0001 *** C2 44.36 1 44.36 11.57 0.0114 ** 残差 26.84 7 3.83 − 失拟项 15.71 3 5.24 6.43 0.0520 不显著 纯误差 3.26 4 0.81 − − − 总离差 2980.89 16 − − − − R2 0.9936 − − − − − 信噪比 36.807 − − − − − 注:<0.0001表示高度显著,采用***表示;<0.01表示较显著,采用**表示;<0.05表示显著,采用*表示;−表示为空;表5同。 X=1.311503−0.92556A+4.87235B+9.89042C−9.1667×10−4AB+0.047833AC+0.090625BC+0.010618A2−0.13588B2−0.88025C2 (5) 2.3.2 大曲内部含水率均匀因子回归方程
大曲含水率均匀因子(Y)的回归方程方差分析结果如表5所示。由表5可知,该模型的决定系数R2=0.9918,说明该模型拟合优度较好,能充分反映大曲含水率均匀因子(Y)与各因素之间的关系;F=95.58,P<0.001,表明模型高度显著,可用于大曲水分均匀性的预测。其中大曲含水率均匀因子(Y)与各因素编码值的回归方程由式6所示。
表 5 均匀因子(Y)方差分析Table 5. Uniformity factor (Y) analysis of variance因素 平方和 自由度 均方差 F值 P值 显著性 模型 1.950 9 0.220 93.580 <0.0001 *** A 0.460 1 0.460 197.32 <0.0001 *** B 0.075 1 0.075 32.570 0.0007 ** C 0.021 1 0.021 9.270 0.0187 * AB 0.018 1 0.018 7.660 0.0278 * AC 0.019 1 0.019 8.290 0.0237 * BC 0.046 1 0.046 19.890 0.0029 ** A2 1.030 1 1.030 444.920 <0.0001 ** B2 0.090 1 0.090 38.820 0.0004 ** C2 0.190 1 0.190 80.010 <0.0001 ** 残差 0.016 7 2.316×10-3 − − − 失拟项 0.013 3 4.209×10-3 4.700 0.0846 不显著 纯误差 3.583×10-3 4 8.59×10-4 − − − 总离差 1.97 16 − − − − R2 0.9918 − − − − − 信噪比 31.252 − − − − − Y=2.43231+0.14406A+4.74969×10−3B+0.68862C−5.55000×10−4AB−2.30917×10−3AC−6.70625×10−3BC−2.19848×10−3A2+2.28309×10−3B2−0.052452C2 (6) 由方差分析表4、表5中的F值可计算出各因素对大曲提浆效果和大曲含水率均匀度的影响贡献率[34-35],可得到;各工艺参数对大曲提浆效果的影响作用大小依次为:踩踏次数(A)>成型次数(B)>压制速度(C),模型中A、B、C两两因素交互不显著(P>0.05)。各工艺参数对大曲含水率均匀度的影响作用大小依次为:压制速度(A)>踩踏次数(B)>成型次数(C),模型中两两因素交互显著(0.05>P>0.01)。
2.4 因素之间交互作用分析
为了更直观地观察各设计变量与响应指标之间的关系,通过建立三维响应曲面进一步分析大曲成型过程中工艺参数对大曲表面提浆效果、大曲内部含水率均匀度的影响。压制成型的大曲样品如下图8所示。图9和图10分别为压制速度与踩踏次数,压制速度与成型次数和踩踏次数与成型次数两两交互作用,对大曲表面提浆面积比(X)大曲内部含水率均匀因子(Y)的影响。
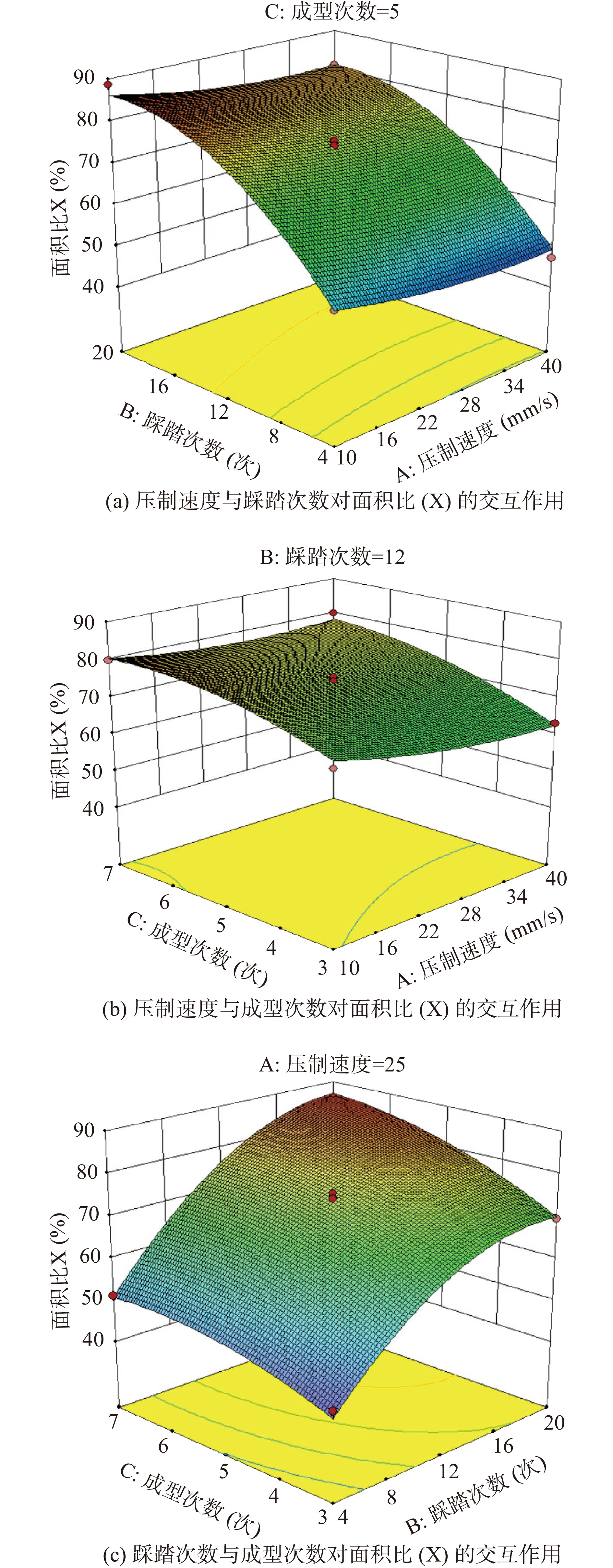
![]() 图 9 两因素交互作用对面积比(X)的影响Figure 9. Influence of interaction of two factors on area ratio X
图 9 两因素交互作用对面积比(X)的影响Figure 9. Influence of interaction of two factors on area ratio X![]() 图 10 两因素交互作用对均匀因子(Y)的影响Figure 10. Influence of interaction of two factors on uniform factor(Y)
图 10 两因素交互作用对均匀因子(Y)的影响Figure 10. Influence of interaction of two factors on uniform factor(Y)2.4.1 因素交互作用对大曲表面提浆效果面积比影响分析
图9为成型工艺参数对大曲表面提浆面积比的交互作用响应曲面图。由图可知,踩踏次数和成型次数对表面提提浆的影响最为显著,而压制速度与踩踏次数以及压制速度与成型次数的交互作用对提浆效果的影响则不显著。大曲表面提浆效果小麦浆液在经过成型和踩踏后附着在大曲表面的情况,踩踏次数增加时,大曲内部挤压越激烈产生更多的小麦浆液在大曲内部,成型次数的增加将产生的小麦浆液由大曲内部挤压到表面。对此,踩踏次数在4~20次,成型次数在6~7次,可有效提高大曲提浆效果。
2.4.2 因素交互作用对大曲内部含水率均匀因子影响分析
图10为成型工艺参数对对大曲内部含水率均匀因子的交互作用响应曲面图。由图可知,踩踏次数与成型次数的交互作用对内部含水率均匀性最为显著,其次为压制速度与踩踏次数、压制速度与成型次数。这是由于含水率均匀性表示大曲的水分分布情况,大曲在成型过程中水分分布情况是由踩踏次数和成型次数共同作用的结果,成型次数和踩踏次数的增加会使得曲料间的水分流动更加充分,所以两者的交互作用对大曲内部含水率均匀因子最为明显。对此,踩踏次数在16~20次,成型次数在4~7次,可有效提高大曲含水率的均匀性。
2.5 参数的优化分析及验证实验
2.5.1 工艺参数优化分析
在Design-Expert10.0.7软件优化求解,以大曲表面提浆效果面积比为评价目标;得出预测的最佳工艺参数;压制速度A=10.972 mm/s、踩踏次数B=17.832次和成型次数C=6.827次,所得到的面积比X=88.90%。以大曲表面含水率均匀因子为评价目标;得出预测的最佳工艺参数;压制速度A=29.753 mm/s、踩踏次数B=5.262次和成型次数C=5.400次,所得到的均匀因子Y=6.370。
兼顾大曲内部含水率均匀因子和大曲表面提浆效果面积比条件下,得到预测的最佳工艺参数;压制速度A=19.558 mm/s,踩踏次数B=20.00次,成型次数C=6.77次,在该工艺参数条件下大曲表明提浆效果面积比预测值为85.66%,大曲内部含水率均匀因子预测值为6.370。
2.5.2 工艺参数优化的验证实验
为验证回归方程和工艺参数优化结果的可靠性,以兼顾大曲内部含水率和大曲表面提浆效果预测的最佳工艺参数值;压制速度A=19.558 mm/s、踩踏次数B=20.00次和成型次数C=6.77次,将成型次数化为整为7次,压制速度取A=20 mm/s,分别做3组实验,其结果作为实测值并与回归方程的预测值进行对比分析。从表6能够看出,大曲的表面提浆面积比和内部含水率均匀因子的预测值与实测值之间的平均相对误差为3.945%和0.690%。得出回归方程预测值与实验实测值逼近,模型拟合度较高。
表 6 验证实验结果Table 6. Experiment data of test validation含水率均匀因子
相对误差提浆效果面积比
相对误差预测值 实测值 预测值 实测值 6.37 6.295 1.177% 85.66% 82.33% 0.385% 6.37 6.382 0.188% 85.66% 82.79% 3.350% 6.37 6.303 1.051% 85.66% 81.73% 4.581% 平均值 6.326 0.690% 平均值 82.28% 3.945% 3. 结论
本研究以大曲的表面提浆效果和内部含水均匀性为评价指标,针对压制速度、踩踏次数以及成型次数进行单因素考察,在此基础上进行响应面优化实验,得到最佳成型工艺为压制速度A=20 mm/s,踩踏次数B=20次,成型次数C=7次,在该工艺参数条件下得到的大曲表面提浆效果面积比(X)为85.66%,大曲内部含水率均匀因子(Y)为6.370,符合响应面模型验证结果。成型工艺对大曲表面提浆效果的影响程度大小依次为:踩踏次数>成型次数>压制速度,成型工艺对大曲内部含水率均匀度的影响程度大小依次为:压制速度>踩踏次数>成型次数。研究结果为大曲成型工艺提供了新的技术支撑,也为改善机械制曲现状提供了有效依据。
-
![]()
图 1 多工位大曲成型实验台
注:1. 机架;2. 锤头;3. 压力传感器;4. 伺服电机;5. 凸轮;6. 传动轴;7. 液压缸;8. 位移传感器;9. 导向轴;10. 模盒定位机构;11. 模盒。
Figure 1. Multi-station Daqu forming experiment platform
![]()
图 5 压制速度对大曲表面提浆效果和内部含水均匀性的影响
Figure 5. Influence of pressing speed on surface pulping effect and internal water uniformity of Daqu
![]()
图 6 踩踏次数对大曲表面提浆效果和内部含水均匀性的影响
Figure 6. Influence of treading times on surface pulping effect and internal water uniformity of Daqu
![]()
图 7 成型次数对大曲表面提浆效果和内部含水均匀性的影响
Figure 7. Influence of molding times on surface pulping effect and internal water uniformity of Daqu
![]()
图 9 两因素交互作用对面积比(X)的影响
Figure 9. Influence of interaction of two factors on area ratio X
![]()
图 10 两因素交互作用对均匀因子(Y)的影响
Figure 10. Influence of interaction of two factors on uniform factor(Y)
表 1 多工位大曲成型实验台主要设计参数
Table 1 Main design parameters of the multi-station Daqu forming test bench
参数名称 参数值 外形尺寸(长×宽×高) 2400 mm×60 mm×1900 mm 下压速度 20~50 mm/s 上升最大速度 60 mm/s 液压缸最大推力 8000 N 横踩工位行程 90~110 mm 纵踩工位行程 100~120 mm 成型工位行程 110~120 mm 曲盒大小 300 mm×190 mm×80 mm 电机功率 1.8 kW  下载: 导出CSV
下载: 导出CSV
表 2 成型试验因素水平设定表
Table 2 Forming experiment factor level table
水平编号因素 A压制速度
(mm/s)B踩踏次数
(次)C成型次数
(次)−1 10 4 3 0 25 12 5 1 40 20 7
下载: 导出CSV
表 3 响应面试验结果
Table 3 Test results of response surface
实验号 压制速度A
(mm/s)踩踏次数B
(次)成型次数C
(次)面积比(X)
(%)均匀因子(Y) 1 25 12 5 74.13 6.3651 2 25 12 5 74.33 6.3270 3 40 12 3 63.11 5.9272 4 25 4 3 44.32 5.9695 5 25 12 5 74.09 6.3156 6 10 12 3 68.67 5.2646 7 10 4 5 54.28 5.5898 8 40 12 7 80.14 5.8276 9 10 12 7 79.96 5.4421 10 40 20 5 81.09 6.2196 11 40 4 5 47.20 6.1549 12 10 20 5 88.61 5.9209 13 25 20 3 69.64 6.3746 14 25 12 5 75.57 6.3081 15 25 12 5 73.39 6.2834 16 25 4 7 51.23 6.3523 17 25 20 7 85.35 6.3282
下载: 导出CSV
表 4 面积比(X)方差分析
Table 4 Area ratio (X) analysis of variance
因素 平方和 自由度 均方差 F值 P值 显著性 模型 2801.87 9 311.32 81.20 < 0.0001 *** A 49.90 1 49.90 13.02 0.0087 ** B 2037.13 1 2037.13 531.33 < 0.0001 *** C 324.36 1 324.36 84.60 < 0.0001 *** AB 0.048 1 0.048 0.013 0.9137 不显著 AC 8.24 1 8.24 2.15 0.1861 不显著 BC 19.36 1 19.36 5.05 0.0595 不显著 A2 15.42 1 15.42 4.02 0.0849 * B2 298.58 1 298.58 77.88 < 0.0001 *** C2 44.36 1 44.36 11.57 0.0114 ** 残差 26.84 7 3.83 − 失拟项 15.71 3 5.24 6.43 0.0520 不显著 纯误差 3.26 4 0.81 − − − 总离差 2980.89 16 − − − − R2 0.9936 − − − − − 信噪比 36.807 − − − − − 注:<0.0001表示高度显著,采用***表示;<0.01表示较显著,采用**表示;<0.05表示显著,采用*表示;−表示为空;表5同。
下载: 导出CSV
表 5 均匀因子(Y)方差分析
Table 5 Uniformity factor (Y) analysis of variance
因素 平方和 自由度 均方差 F值 P值 显著性 模型 1.950 9 0.220 93.580 <0.0001 *** A 0.460 1 0.460 197.32 <0.0001 *** B 0.075 1 0.075 32.570 0.0007 ** C 0.021 1 0.021 9.270 0.0187 * AB 0.018 1 0.018 7.660 0.0278 * AC 0.019 1 0.019 8.290 0.0237 * BC 0.046 1 0.046 19.890 0.0029 ** A2 1.030 1 1.030 444.920 <0.0001 ** B2 0.090 1 0.090 38.820 0.0004 ** C2 0.190 1 0.190 80.010 <0.0001 ** 残差 0.016 7 2.316×10-3 − − − 失拟项 0.013 3 4.209×10-3 4.700 0.0846 不显著 纯误差 3.583×10-3 4 8.59×10-4 − − − 总离差 1.97 16 − − − − R2 0.9918 − − − − − 信噪比 31.252 − − − − −
下载: 导出CSV
表 6 验证实验结果
Table 6 Experiment data of test validation
含水率均匀因子
相对误差提浆效果面积比
相对误差预测值 实测值 预测值 实测值 6.37 6.295 1.177% 85.66% 82.33% 0.385% 6.37 6.382 0.188% 85.66% 82.79% 3.350% 6.37 6.303 1.051% 85.66% 81.73% 4.581% 平均值 6.326 0.690% 平均值 82.28% 3.945%
下载: 导出CSV
-
[1] 刘绪兴, 程鹏, 陈才, 等. 真菌在大曲酒生产中的应用研究[J]. 酿酒科技,2020(7):50−57. [LIU X X, CHENG P, CHEN C, et al. Application of fungi in Daqu Baijiu production[J]. Liquor-Making Science & Techonologe,2020(7):50−57. [2] 钱冲, 廖永红, 张弦, 等. 白酒生产机械自动化技术应用进展[J]. 中国酿造,2013,12(32):5−8. [QIAN C, LIAO Y H, ZHANG X, et al. Application progress of mechanical automation liquor-production technologies[J]. China Brewing,2013,12(32):5−8. [3] HE G Q, HUAN J, WU C D, et al. Bioturbation effect of fortified Daqu on microbial community and flavor metabolite in Chinese strong-flavor liquor brewing microecosystem[J]. Food Research International, 2020: 9.
[4] 顾强, 田建平, 杨海栗, 等. 多工位柔性压曲机锤头设计与压曲过程仿真分析[J]. 食品工业,2018,39(7):246−250. [GU Q, TIAN J P, YANG H L, et al. Multi-station flexible bending press hammer design and simulation analysis of buckling process[J]. The Food Industry,2018,39(7):246−250. [5] 王永亮, 张治刚, 李二召, 等. 贾湖酒业自动化制曲生产线的探讨[J]. 酿酒, 2019, 5(46): 101–103. WANG Y L, ZHANG Z G, LI E Z, et al. Discussion on automated Koji production line of Jiahu liquor industry[J]. Liquor Making, 2019, 5(46): 101–103.
[6] 钱冲, 廖永红, 张弦, 等. 白酒酿造新技术应用进展[J]. 酿酒科技,2014(7):88−94. [QIAN C, LIAO Y H, ZHANG X, et al. Application progress of new Baijiu(liquor)-making techniques[J]. China Brewing,2014(7):88−94. [7] CHEN T Y, JIA H L, ZHANG S W, et al. Optimization of cold pressing process parameters of chopped corn straws for fuel[J]. Energies,2020:21.
[8] SONG X B, ZHANG S Y, WU Y M, et al. Investigation on the properties of the bio-briquette fuel prepared from hydrothermal pretreated cotton stalk and wood sawdust[J]. Renewable Energy,2020:8.
[9] 胡建军, 雷廷宙, 何晓峰, 等. 小麦秸秆颗粒燃料冷态压缩成型参数试验研究[J]. 太阳能学报,2008(2):241−245. [HU J J, LEI T Z, HE X F, et al. Experimental research on the compressing molding parameter under cold conditions for wheat straw pellet fuel[J]. Acta Energlae Solaris Sinica,2008(2):241−245. doi: 10.3321/j.issn:0254-0096.2008.02.021 [10] WANG X Y, LI H X, GU J F, et al. Pressure analysis of dynamic injection molding and process parameter optimization for reducing warpage of injection molded products[J]. Polymers,2017,9(12):85. doi: 10.3390/polym9030085
[11] WANG G Q, WANG Y M, YANG D Y. Study on automotive back door panel injection molding process simulation and process parameter optimization[J]. A. Kumar. Advances in Materials Science and Engineering,2021,2021:1−15.
[12] LU C R, XU N, ZHENG T, et al. The optimization of process parameters and characterization of high-performance CF/PEEK composites prepared by flexible CF/PEEK plain weave fabrics[J]. Polymers,2018,11(1):53. doi: 10.3390/polym11010053
[13] 赵盼, 史耀耀, 康超, 等. 复合材料机器人纤维铺放工艺参数优化[J]. 西北工业大学学报,2018,36(4):693−700. [ZHAO P, SHI Y Y, KANG C, et al. Optimization of process parameters for robotic fibre placement[J]. Journal of Northwestern Polytechinical University,2018,36(4):693−700. doi: 10.3969/j.issn.1000-2758.2018.04.013 [14] 樊玲玲, 孔孟, 孙大龙. 基于响应面法PE吹塑用汽油瓶工艺参数优化分析[J]. 塑料科技,2021,49(4):66−70. [FAN L L, KONG M, SUN D L. Optimization analysis of process parameters for PE blowing gasoline bottle base on response sureface method[J]. Plastic Science and Technology,2021,49(4):66−70. [15] 刘斐然, 纵荣荣, 李乐乐, 等. 汽车后风挡横梁冲压工艺仿真分析与优化设计[J]. 河北工业大学学报,2020,49(3):55−62. [LIU F R, ZONG R R, LI L L, et al. Stamping process simulation analysis and optimization design for a car-rear-windshield-cross beam[J]. Journal of Hebei University of Technology,2020,49(3):55−62. [16] 张明. 机械制曲过程中影响小麦粉碎度的因素探究及调控[J]. 酿酒科技,2019(1):76−80,85. [ZHANG M. Investgation on and control of the factors influencing wheat crushing degress in the process of mechanical Daqu-making[J]. Liquor-Making Science & Techonologe,2019(1):76−80,85. [17] 黄海飞, 田建平, 王开铸, 等. 曲房环境温湿度场的数值模拟及分布规律[J]. 现代食品科技,2020,36(9):148−155,40. [HUANG H F, TIAN J P, WANG K Z, et al. Numerical simulation and distribution of ambient temperature and humidity field in Qufang[J]. Modern Food Science and Technology,2020,36(9):148−155,40. [18] DENG L, MAO X, LIU D, et al. Comparative analysis of physicochemical properties and microbial composition in high-temperature Daqu with different colors[J]. Frontiers in Microbiology,2020,11:588117. doi: 10.3389/fmicb.2020.588117
[19] 叶建秋, 黄丹平, 田建平, 等. 高光谱图像技术检测大曲发酵过程中的水分含量[J]. 食品与发酵工业,2020,46(9):250−254. [YE J Q, HUANG D P, TIAN J P, et al. Detection of water content in Daqu during fermentation using hyperspectral image technology[J]. Food and Fermentation Industries,2020,46(9):250−254. [20] HUANG H P, HU X J, TIAN J P, er al. Multigranularity cascade forest algorithm based on hyperspectral imaging to detect moisture content in Daqu[J]. Journal of Food Process Engineering,2021,44(3):13633.
[21] 孙婷, 胡新军, 田建平, 等. 基于高光谱成像技术的大曲酸度值预测及其可视化[J]. 食品与发酵工业,2020,46(17):226−231. [SUN T, HU X J, TIAN J P, et al. Predition and visualization of Daqu acidity based on hyperspectral imaging technology[J]. Food and Fermentation Industries,2020,46(17):226−231. [22] 张静. 多点采压压曲机设计及其关键结构件仿真研究[D]. 太原: 太原理工大学, 2009. ZHANG J. Research on the design of multi-sports bending press and the simulation research of its’key essential element[D]. Taiyuan: Taiyuan University of Technology, 2009.
[23] 赵凤琦. 我国白酒产业可持续发展研究[D]. 北京: 中国社会科学院研究生院, 2014. ZHAO F Q. Research on sustainable development of Liquor industry in China[D]. Beijing: Graduate School of Chinese Academy of Social Sciences, 2014.
[24] 温翔. 转盘式制曲设备的设计与试验研究[D]. 南昌: 江西农业大学, 2018. WEN X. Design and experimental research of turntable making starter block equipment[D]. Nanchang: Jiangxi Agricultural University, 2018.
[25] 李瑞. 汾酒用曲块制作机理及其关键技术研究[D]. 太原: 太原理工大学, 2011. LI R. Study on mechanism and key technology of fen Chiew starter making [D]. Taiyuan : Taiyuan University of Technology, 2011.
[26] 秦禹. 凸轮分割式旋转压曲机的设计与传动系统的研究[D]. 太原: 太原理工大学, 2015. QIN Y. Design on cam indexers revolving distiller’s yeast press machine and research on it’s drive system [D]. Taiyuan: Taiyuan University of Technology, 2015.
[27] 李大和. 白酒工人培训教程 [M]. 北京: 中国轻工业出版社, 1999: 6 LI D H. Liquor worker training course [M]. Beijing: China Light Industry Press, 1999: 6.
[28] 中华人民共和国工业和信息化部门. QB/T 4257-2011: 酿酒大曲通用分析方法[S]. 北京: 中国轻工业出版社, 2011. Ministry of Industry and Information Technology. QB/T 4257-2011: General analysis method for liquor-making Daqu[S]. Beijing: China Light Industry Press, 2011.
[29] HUANG H P, HU X J, TIAN J P, et al. Rapid detection of the reducing sugar and amino acid nitrogen contents of Daqu based on hyperspectral imaging[J]. Journal of Food Composition and Analysis,2021,101:103970. doi: 10.1016/j.jfca.2021.103970
[30] 王贤, 丁琳. 中高温大曲制曲过程关键控制点探析[J]. 酿酒科技,2015(3):87−89. [WANG X, DING L. Exploration on the critical control points of medium/higt-temprature Daqu culture[J]. Liquor-Making Science & Techonologe,2015(3):87−89. [31] 周斐成, 吴生文, 朱庆圣, 等. 特香型大曲发酵过程中曲块不同部位理化指标及主要酶系动态分析[J]. 中国酿造,2019,38(4):58−64. [ZHOU F C, WU S W, ZHU Q S, et al. Physicochemical indexes and dynamic analysis of main enzymes in different layers of Te-flavor Daqu during fermentation process[J]. China Brewing,2019,38(4):58−64. [32] 毛洪川. 整粒高粱酿造浓香型白酒的工艺开发及应用研究[D]. 绵阳: 西南科技大学, 2017. MAO H C. Development and application of a new technology of Luzhou flavour liquor using intact sorghum as raw material[D]. Mianyang: Southwest University of Science and Technology, 2017.
[33] 唐洁, 陈申习, 林斌, 等. 清香小曲白酒新工艺中微生物及环境因子对酒体风味变化的影响[J]. 食品与发酵工业,2019,45(17):40−47. [TANG J, CHEN S X, LIN B, et al. Effects of microorganisms and environmental factors on changes in aroma composition in Fen-flavor Xiaoqu Baijiu[J]. Food and Fermentation Industries,2019,45(17):40−47. [34] 潘天全, 程伟, 张杰, 等. 金种子浓香型中高温大曲制曲工艺控制探析[J]. 酿酒,2021,48(3):69−73. [PAN T Q, CHENG W, ZHANG J, et al. Study on Koji-making process control of Jinzhongzi Nonxiang medum and high temperature Daqu[J]. Liquor Making,2021,48(3):69−73. doi: 10.3969/j.issn.1002-8110.2021.03.023 [35] JEFFREY N R, CHRITOPHER R E, SIMON M C, et al. Model comparison in ANOVA[J]. Psychonomic Bulletin & Review,2016,23(6):1779−1786.
 下载:
下载:


















计量
- 文章访问数: 359
- HTML全文浏览量: 60
- PDF下载量: 23
