


Optimization of Ultrasound-assisted Extraction Process of Millet Bran Oil
-
摘要: 本研究探讨了小米谷糠前处理方式和新鲜程度对小米谷糠油提取率的影响,采用超声波辅助技术,选取最适提取溶剂,通过单因素实验和响应面分析优化小米谷糠油提取工艺,并分析了小米谷糠油脂主要理化性质及其脂肪酸组成。结果表明:选用新鲜小米谷糠,经过温度为121 ℃红外加热15 min处理;选择无水乙醇作为最佳提取溶剂,浸提时间为2 h、料液比为1:6.5 g/mL、浸提温度为56 ℃,在此条件下小米谷糠油提取率为78.57%;各因素对小米谷糠油提取率的影响程度的顺序依次为:料液比>浸提温度>浸提时间;该条件下提取的小米谷糠油酸值、过氧化值均符合《食品安全国家标准 植物油》(GB2716-2018)米糠油的指标;小米谷糠油的脂肪酸主要成分为棕榈酸、硬脂酸、油酸、亚油酸和亚麻酸,不饱和脂肪酸含量占总脂肪酸含量的90.58%,其中亚油酸含量高达72.31%。本研究提出的超声辅助无水乙醇提取小米谷糠油工艺路线是可行的,可为小米谷糠进一步开发利用提供重要的理论支撑。Abstract: This study explored the effects of millet bran pretreatment methods and fresh level on the extraction rate of millet bran oil. The ultrasonic assist technology was used, and the optimal extraction solvent was selected. The extraction process of millet bran oil was optimized through single-factor experiments and response surface analysis. The main physical and chemical properties of millet bran oil were determined, and the fatty acid composition was analyzed. The results showed that fresh millet bran need be selected and treated with infrared heating at 121 ℃ for 15 min. Anhydrous ethanol could be used as the best extraction solvent. The optimized extraction conditions were the extraction time 2 h, the material to solvent ratio 1:6.5 g/mL, and the extraction temperature 56 ℃. Under this condition, the extraction rate of millet bran oil was 78.57%. The order of various factors on the extraction rate of millet bran oil was: Material to solvent ratio > extraction temperature > extraction time. The acid value and peroxide value of millet bran oil extracted under this conditions were in line with the National Food Safety Standard (GB2716-2018) indicators for rice bran oil. The main fatty acid components of millet bran oil contained palmitic acid, stearic acid, oleic acid, linoleic acid, and linolenic acid. The content of unsaturated fatty acid accounted for 90.58% of the total fatty acid content, of which the linoleic acid content was as high as 72.31%. The ultrasonic-assisted extraction process of millet bran oil with anhydrous ethanol proposed in this study was feasible and could provide important theoretical support for the further development and utilization of millet bran.
-
小米谷糠是小米加工过程中的副产物,由谷子种皮、糊粉层和小米胚芽构成,其含量约为谷子总重量的10%左右。小米谷糠中主要成分为蛋白质、脂肪和碳水化合物[1],其中,蛋白质含量为16%~20%,粗脂肪为16%~18%,淀粉等碳水化合物为18%~23%,此外,还含有纤维素、膳食纤维、维生素、硫胺素、谷维素、核黄酸、尼克酸和不饱和脂肪酸等营养物质,是一种较为理想的饲料来源[2-3]。
小米谷糠油是一种富含多种生物活性成分的营养植物油,其不饱和脂肪酸含量较多,其中亚油酸高达68%[4],除可食用外,还广泛用于医药[5-6]、保健品[7-8]、化妆品[9]等行业。赵陈勇等[10]开展了小米谷糠油的活性成分组成及功能试验,发现小米谷糠油中的维生素E、谷维素等成分能显著提高机体的抗氧化活性,具有降血脂功能。
市场上小米谷糠油的生产主要以压榨法为主。杨敏等[11]使用液压榨工艺制取小米谷糠油,在原料水分8%、50 ℃条件下榨油1 h,小米谷糠饼残油为11.68%。赵陈勇等[12]比较了正己烷和异丙醇对小米谷糠油提取率的影响,发现异丙醇提取效果较佳。此外,采用酶法、超临界CO2萃取等新兴提取方法也有人进行了研究。周麟依等[13]采用挤压膨化辅助水酶法提取米糠油,经过蛋白酶降解处理,确定了米糠油最佳提取工艺。薛晋[14]采用超临界CO2萃取技术在物料8%含水量、25 MPa萃取压力、温度为35 ℃条件下萃取4 h来提取小米谷糠油,提油率可达91.5%。
有机溶剂提取小米谷糠油可解决传统压榨法提取存在的油脂质量差、维生素E被破坏、有焦糊味等问题;与超临界提取相比,有机溶剂提取小米谷糠油具有更好的氧化稳定性,更易实现工业化生产。超声波辅助提取法[15]是利用超声波的空化作用,从而加速溶剂对油脂的溶解程度,具有操作简单、得油率高、溶剂消耗少和提取时间短等优点,可作为辅助手段结合有机溶剂进行小米谷糠油的提取。
本研究探究小米谷糠最佳前处理条件,采用超声辅助有机溶剂提取小米谷糠油,合理选择有机溶剂,设置浸提时间、料液比和浸提温度等3个单因素梯度,经响应面优化工艺参数,并对提取的油脂进行主要理化性质及其脂肪酸组成分析,探讨超声辅助有机溶剂提取小米谷糠油方法的可靠性,也为小米谷糠的开发利用提供重要的理论支持。
1. 材料与方法
1.1 材料与仪器
小米谷糠 品种为晋谷21,购自忻州市解原乡磨坊,为直接从碾磨机中收集的新鲜小米谷糠,用粉碎机将其粉碎后,过40目筛后,将细谷糠装于塑料袋内,并置于−20 ℃冰箱中冷藏;石油醚(分析纯) 天津市北辰方正试剂厂;异丙醇、无水乙醇、氢氧化钾、碘化钾、硫代硫酸钠(分析纯) 天津市凯通化学试剂有限公司;异辛烷(分析纯) 上海展云化工有限公司;脂肪酸甲酯标准品 美国Sigma公司;微孔有机滤膜0.45 μm 上海根生生物科技有限公司。
QE-50药材粉碎机 浙江屹立工贸有限公司;C3060陶瓷红外-热风联合干燥箱 镇江美博红外科技有限公司;Auto clave-G136DW高压蒸汽灭菌锅 致微(厦门)仪器有限公司;MM721AAU-PW(X)微波炉 佛山市顺德区美的微波炉电器制造有限公司;BGZ-30电热鼓风干燥箱、SPX-250B-Z恒温生化培养箱、SSW-600-2S电热恒温水槽 上海博迅实业有限公司医疗设备厂;SB-1000DT超声波清洗机 宁波新芝生物科技股份有限公司;SHZ-Ⅲ循环水式真空泵、RE-52AA旋转蒸发仪 上海亚荣生化仪器厂;7890B安捷伦气相色谱仪 美国Agilent公司。
1.2 实验方法
1.2.1 小米谷糠前处理
分别采用红外加热法、加压加热法和微波加热法在不同温度、时间下对新鲜小米谷糠进行前处理。根据前人研究[16-17]和预试验效果,准确称取100.000 g小米谷糠分别置于121 ℃的陶瓷红外-热风联合干燥箱内加热15 min;置于121 ℃的高压蒸汽灭菌锅内加压(0.12 MPa)蒸汽加热15 min;置于微波炉内中高火(输出功率为540 W)加热1 min。同时进行未经过前处理的对照试验。
1.2.2 超声辅助有机溶剂提取小米谷糠油
本研究采用无水乙醇提取小米谷糠油。分别称取各方法处理过的小米谷糠5.000 g置于洁净干燥的烧杯中,加入体积为30 mL的提取溶剂无水乙醇,混摇均匀后,立即用保鲜膜封口。将该混合溶液放置于温度为30 ℃、频率为28 kHz的超声条件下分别超声20 min,转移至水浴锅中在浸提温度55 ℃、小米谷糠和无水乙醇料液比为1:6 g/mL的条件下提取2 h,随后将混合液抽滤,滤液移入旋蒸瓶中,利用旋转蒸发仪在40 ℃条件下,旋蒸处理20 min,取下旋蒸瓶,烘干并冷却至室温,称量所提取的油脂质量,计算小米谷糠油提取率。
小米谷糠油提取率(%) =
式中:m0是所称取小米谷糠的质量,g;m1为洁净干燥旋蒸瓶的净质量,g;m2是旋蒸后小米谷糠油和旋蒸瓶的质量,g;M为参照GB5009.6-2016中索氏抽提法测得的小米谷糠中粗脂肪含量,%。
1.2.3 小米谷糠新鲜程度对小米谷糠油提取率的影响
准确称取未处理过的新鲜小米谷糠200.000 g,置于37 ℃恒温生化培养箱中储藏,参考加速氧化试验模式,分别于储藏后第0、7、14、21和28 d时取出,利用1.2.2方法提取小米谷糠油脂。
1.2.4 提取溶剂的确定
根据前人研究,考虑到经济成本、操作方便和绿色环保等因素,本研究选用石油醚、异丙醇和无水乙醇三种有机溶剂进行小米谷糠油的提取。准确称取小米谷糠5.000 g置于洁净干燥的烧杯中,分别以石油醚、异丙醇和无水乙醇作为提取溶剂,在料液比为1:6 g/mL、温度为55 ℃条件下经过超声辅助提取2 h,利用1.2.2方法提取小米谷糠油脂。
1.2.5 小米谷糠油提取单因素实验
准确称取小米谷糠5.000 g,控制料液比为1:6 g/mL,浸提温度为55 ℃,考察不同提取时间(1、2、3、4、5 h)对小米谷糠油提取率的影响;控制浸提温度为55 ℃,浸提时间为2 h,考察不同料液比(1:3、1:4、1:5、1:6、1:7、1:8 g/mL)对小米谷糠油提取率的影响;控制料液比为1:6 g/mL,浸提时间为2 h,考察浸提温度(40、45、50、55、60、65 ℃)对小米谷糠油提取率的影响。利用1.2.2方法提取小米谷糠油脂。
1.2.6 小米谷糠油提取响应面试验
在前期单因素试验的基础上,为了得到超声辅助无水乙醇提取小米谷糠油的最佳工艺,根据Box-Behnken中心组合设计原理,进行浸提时间、料液比和浸提温度对小米谷糠油提取率影响的响应面设计及分析,因素及水平编码表如表1所示。
表 1 超声辅助提取小米谷糠油响应面因素水平表Table 1. Factor and levels coding of Box-Behnken Design from millet bran oil by ultrasonic assisted extraction method因素 水平 −1 0 1 A浸提时间(h) 1 2 3 B料液比(g/mL) 1:5 1:6 1:7 C浸提温度(℃) 50 55 60 1.2.7 小米谷糠油理化性质分析
小米谷糠油中酸值的测定参照GB5009.229-2016中的指示剂滴定法,采用KOH滴定小米谷糠油试样;过氧化值的测定参照GB5009.227-2016中的滴定法,采用硫代硫酸钠-碘量法滴定小米谷糠油试样。
1.2.8 小米谷糠油脂肪酸组成分析
对文献[18]方法稍加修改制备小米谷糠油脂肪酸甲酯。准确称取0.1 g小米谷糠油样于试管中,加4 mL异辛烷,加200 μL KOH-CH3OH溶液于30 ℃水浴中混匀1次/min,反应保持10 min,取出,常温静置20 min取上清液,过0.45 μm微孔滤膜,滤液待测。
气相色谱条件:根据谢庆方[19]所建立的气相色谱条件稍加修改。色谱柱型号为HP-88,氢火焰离子化检测器(FID)温度保持在280 ℃,升温程序为:140 ℃保持5 min,以4 ℃/min上升到240 ℃,保持10 min。归一法对比脂肪酸甲酯和试样峰的保留时间,鉴别出各峰所代表的脂肪酸种类,并进行定量分析。在此方法条件下,重复2次。
1.3 数据处理
试验过程中,每个处理平行测定3次,结果取平均值。采用Origin 2018进行原始数据处理和制图,采用DPS 7.5软件进行统计分析,采用Design-Expert 8.0.6软件进行Box-Behnken中心组合响应面设计。
2. 结果与分析
2.1 不同前处理方式对小米谷糠油提取率的影响
由表2可知,通过红外加热法、加压加热法和微波加热法3种前处理方式,小米谷糠油提取率分别为65.88%、63.27%和62.19%,较未经过前处理的小米谷糠油提取率均有所增加,原因是红外和微波加热处理利用辐射传递热量,加压加热利用热空气的对流和传导,均改变了小米谷糠细胞微观结构,从而提高油脂提取率[20]。经红外加热处理后,小米谷糠油提取率最高,与其他两种前处理方式和对照差异显著(P<0.05),较未经过前处理的小米谷糠油提取率升高了6.09%,即红外加热处理有助于提高小米谷糠油的提取率。可能是小米谷糠经红外加热处理后,一定程度上抑制了小米谷糠中脂肪酶类的活性,降低了水分含量,延缓了小米谷糠的氧化酸败,减少了游离脂肪酸和过氧化物的生成量。本研究结果与前人[21-23]一致,红外处理对小米谷糠长期稳定化效果非常显著,有利于抑制小米谷糠中酶的活性。同时,微波加热和加压加热对小米谷糠中油脂的品质和酸价、过氧化值等理化指标影响较大,且经济成本较高,故采用温度为121 ℃红外加热15 min处理小米谷糠。
表 2 不同前处理方式对小米谷糠油提取率的影响Table 2. Effects of different pretreatment methods on extraction rate of millet bran oil前处理方式 提取率(%) 红外加热法 65.88 ± 0.36 a 加压加热法 63.27 ± 0.64 b 微波加热法 62.19 ± 0.92 b 未经过前处理(对照) 62.10 ± 0.47 b 注:同列不同小写字母表示在0.05水平下差异显著。 2.2 小米谷糠新鲜程度对小米谷糠油提取率的影响
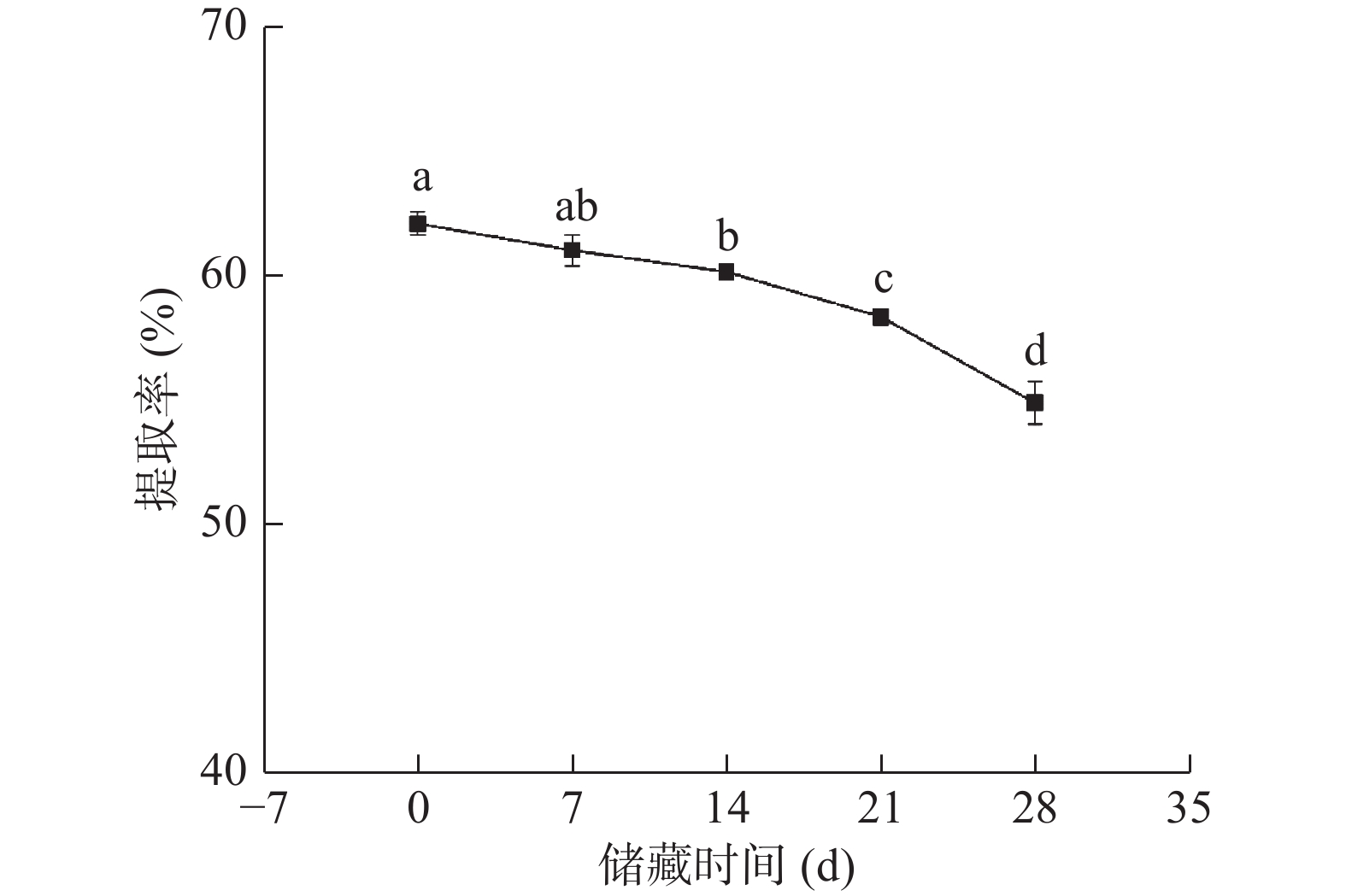
由图1可知,未经处理的新鲜小米谷糠在恒温37 ℃条件下的储藏时间对小米谷糠油提取率的影响显著(P<0.05)。在储藏初始时期,小米谷糠油的提取率为62.10%,随着储藏时间的增加,小米谷糠油提取率逐渐降低,当小米谷糠在37 ℃恒温储藏14 d后,小米谷糠油提取率下降幅度开始增大,差异显著(P<0.05),储藏28 d后,小米谷糠油提取率为54.91%,较储藏初始时期下降了11.58%。这可能是未经前处理的小米谷糠在储藏过程中因脂肪酶类的作用而导致其自身游离脂肪酸值上升,部分成分被分解,小米谷糠油提取率下降。因此,要选用储藏时间为7 d以内的新鲜小米谷糠进行油脂的提取,以获得较高的得油率。
![]()
2.3 提取溶剂的确定
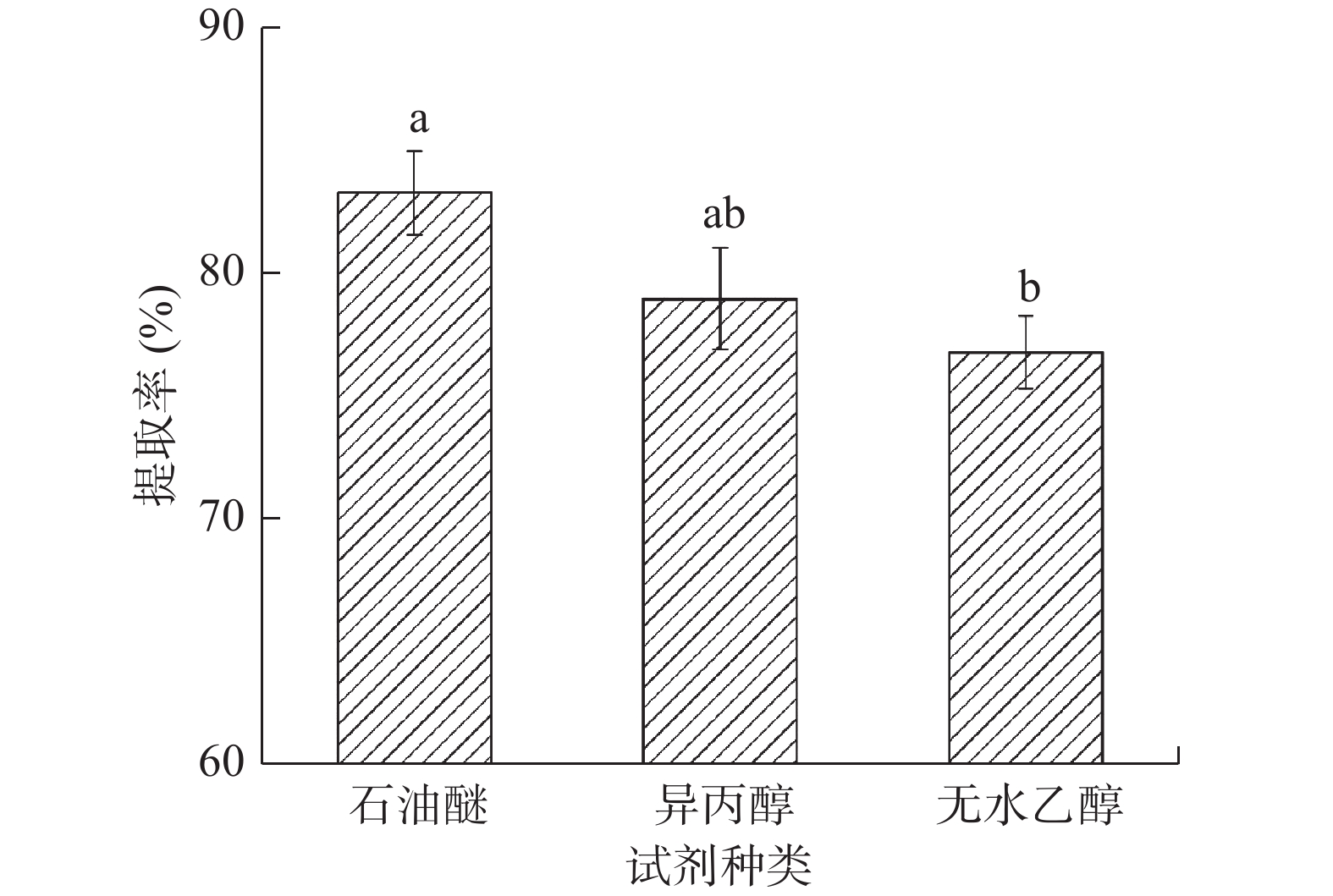
由图2可知,石油醚、异丙醇和无水乙醇三种有机溶剂的小米谷糠油的提取率分别为83.27%、78.95%和76.77%,石油醚对小米谷糠油提取率最高,异丙醇和无水乙醇对小米谷糠油提取率无显著差异(P>0.05)。生产中常用的石油醚对小米谷糠油的提取率高于无水乙醇,但石油醚对人体有一定的毒性,具有易挥发、易燃、易爆等特性,也限制了其在工业生产中的应用;无水乙醇对小米谷糠油的提取率略低于异丙醇,但有研究表明,无水乙醇提取的米糠油中谷维素含量要远高于异丙醇[24],谷维素是小米谷糠油中重要的活性成分,可以有效提高油脂品质。综合考虑油脂的品质和提取溶剂的安全性、成本与回收等因素,无水乙醇有着很大的优势。因此,本研究选择绿色、安全、价格低廉、回收方便、油脂品质好的无水乙醇作为最佳提取溶剂。
![]() 图 2 不同有机溶剂对小米谷糠油提取率的影响Figure 2. Effect of different organic solvents on extraction rate of millet bran oil
图 2 不同有机溶剂对小米谷糠油提取率的影响Figure 2. Effect of different organic solvents on extraction rate of millet bran oil2.4 单因素实验结果
2.4.1 浸提时间对小米谷糠油提取率的影响
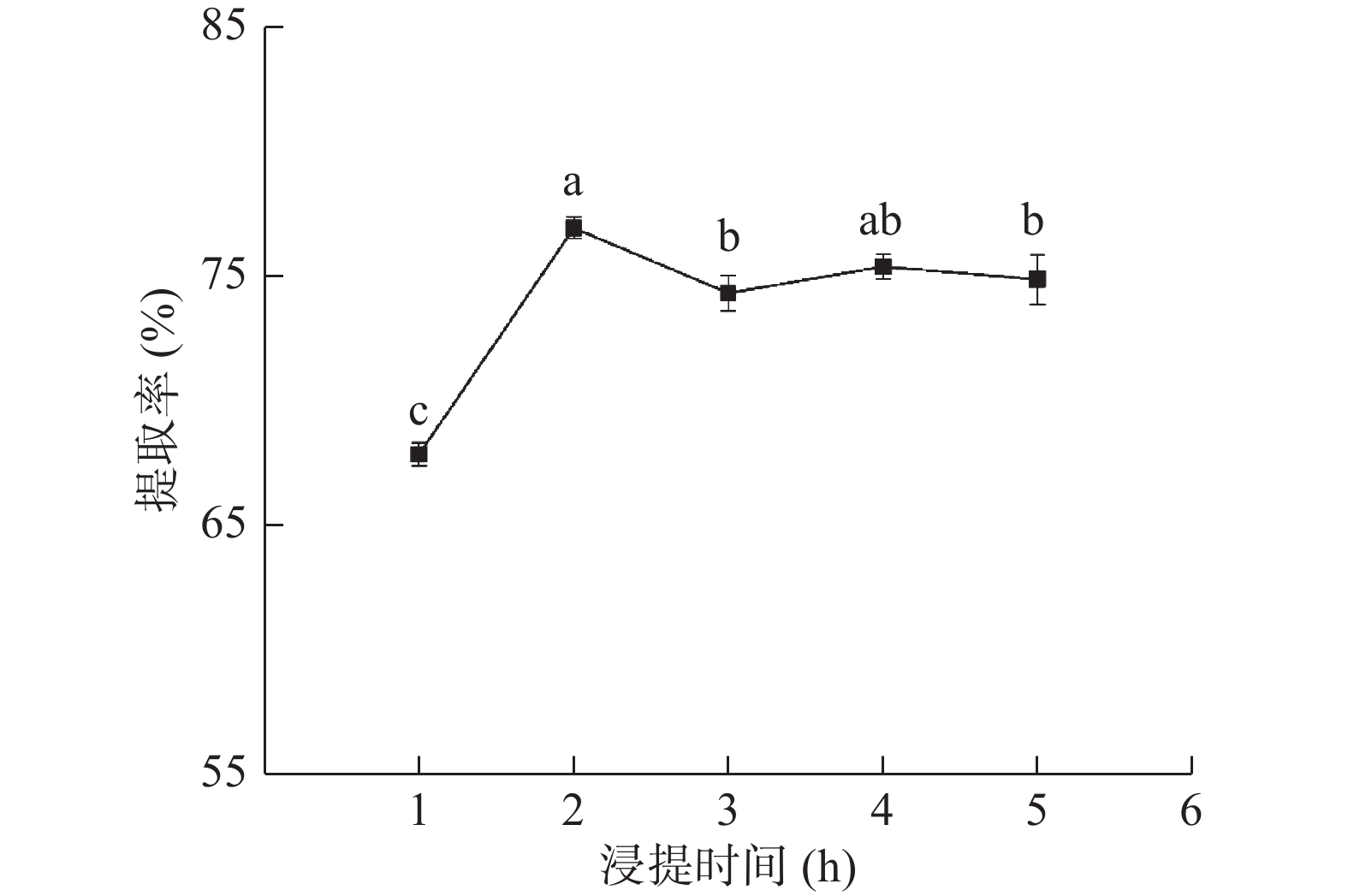
由图3可知,当提取时间为1 h时,小米谷糠油提取率最低为67.88%,随着时间延长,小米谷糠油提取率逐渐增大;当浸提时间为2 h时,油脂提取率达到最大为76.94%,比1 h时提高了13.37%;继续延长时间,小米谷糠油提取率没有显著性差异(P>0.05),甚至稍有所降低。这是因为随着浸提时间的增加,油脂不断地从小米谷糠中自由扩散到无水乙醇中,从刚开始的无水乙醇中含油量很低到2 h时的含油量很高,油脂在无水乙醇中的扩散速率也在逐渐降低,直至浸提时间为2 h时小米谷糠中油脂在无水乙醇中的扩散速率逐渐达到平衡。之后继续延长时间,小米谷糠油提取率基本保持不变,但稍有所降低,很可能是提取时间太长,无水乙醇在水浴锅中部分被挥发损失,使得提取率下降。因此,后续实验中浸提时间选择2 h为宜。
![]() 图 3 不同浸提时间对小米谷糠油提取率的影响Figure 3. Effect of different extracting time on extraction rate of millet bran oil
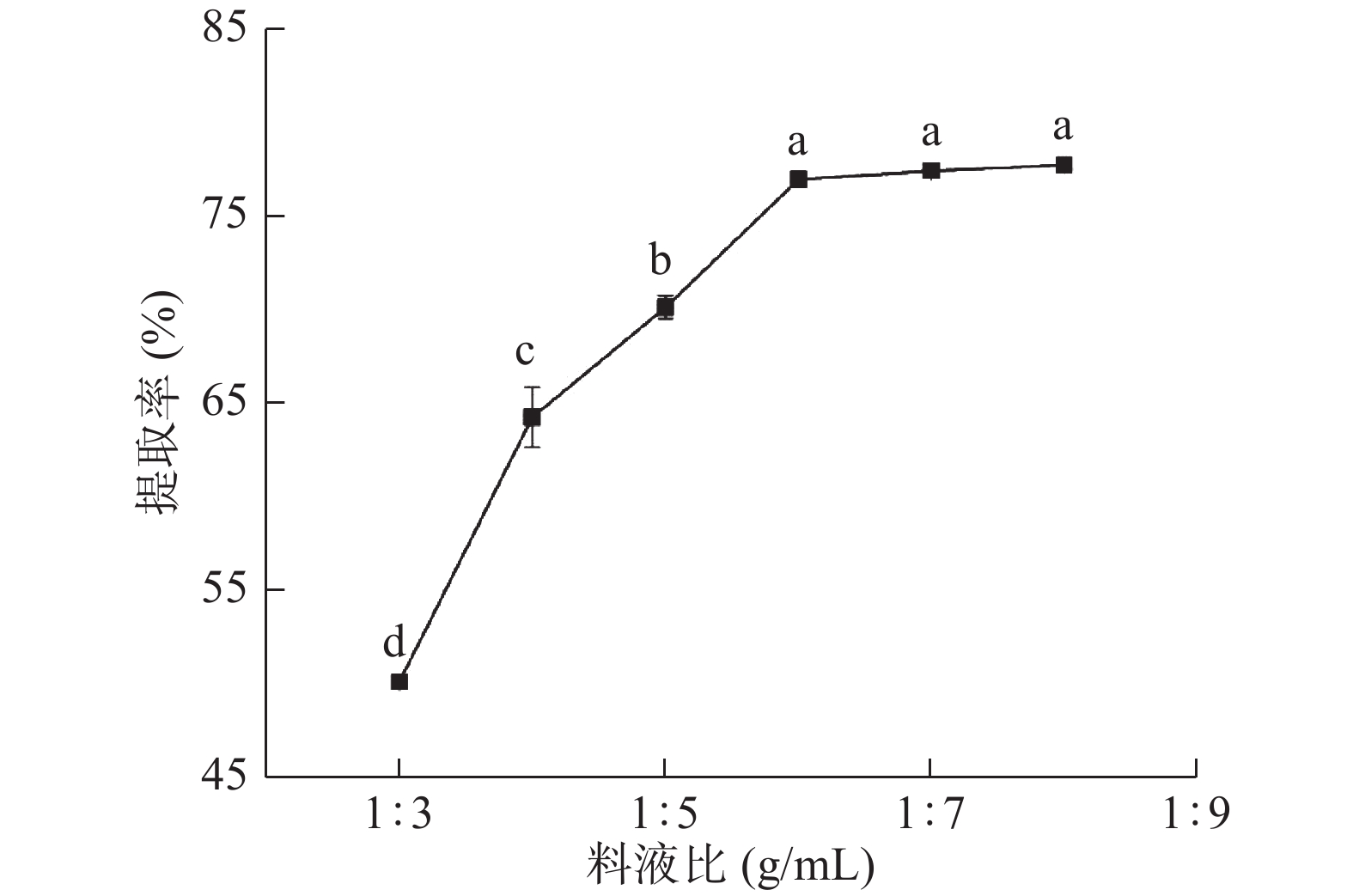
图 3 不同浸提时间对小米谷糠油提取率的影响Figure 3. Effect of different extracting time on extraction rate of millet bran oil2.4.2 料液比对小米谷糠油提取率的影响
由图4可知,当料液比为1:3 g/mL时,小米谷糠油提取率最低为50.16%;随着料液比逐渐减小,即无水乙醇体积不断增大,小米谷糠油提取率显著升高(P<0.05),且二者呈正相关。这是因为随着小米谷糠中油脂和无水乙醇浓度差的增大,油脂在无水乙醇中的自由扩散速率相应提高,同时油脂和无水乙醇接触面积的增大,也有助于小米谷糠油提取率的升高。随着料液比的进一步减小,即无水乙醇体积的进一步增加,小米谷糠油增加缓慢且基本趋于稳定状态,当料液比达到1:6 g/mL时,小米谷糠油提取率达到最大为76.94%。之后继续缩小料液比,即继续增加无水乙醇的体积,小米谷糠油提取率没有显著性差异(P>0.05),这是因为此时油脂在无水乙醇中的扩散速率基本处于稳定状态,随着无水乙醇体积的增加,油脂在无水乙醇中扩散所需的时间也会增加,因此小米谷糠油的提取率升高不大,同时考虑到提取溶剂的增加会造成资源的浪费和回收的困难,故后续实验中采用料液比为1:6 g/mL为宜。
![]() 图 4 不同料液比对小米谷糠油提取率的影响Figure 4. Effect of different material to solvent ratio on extraction rate of millet bran oil
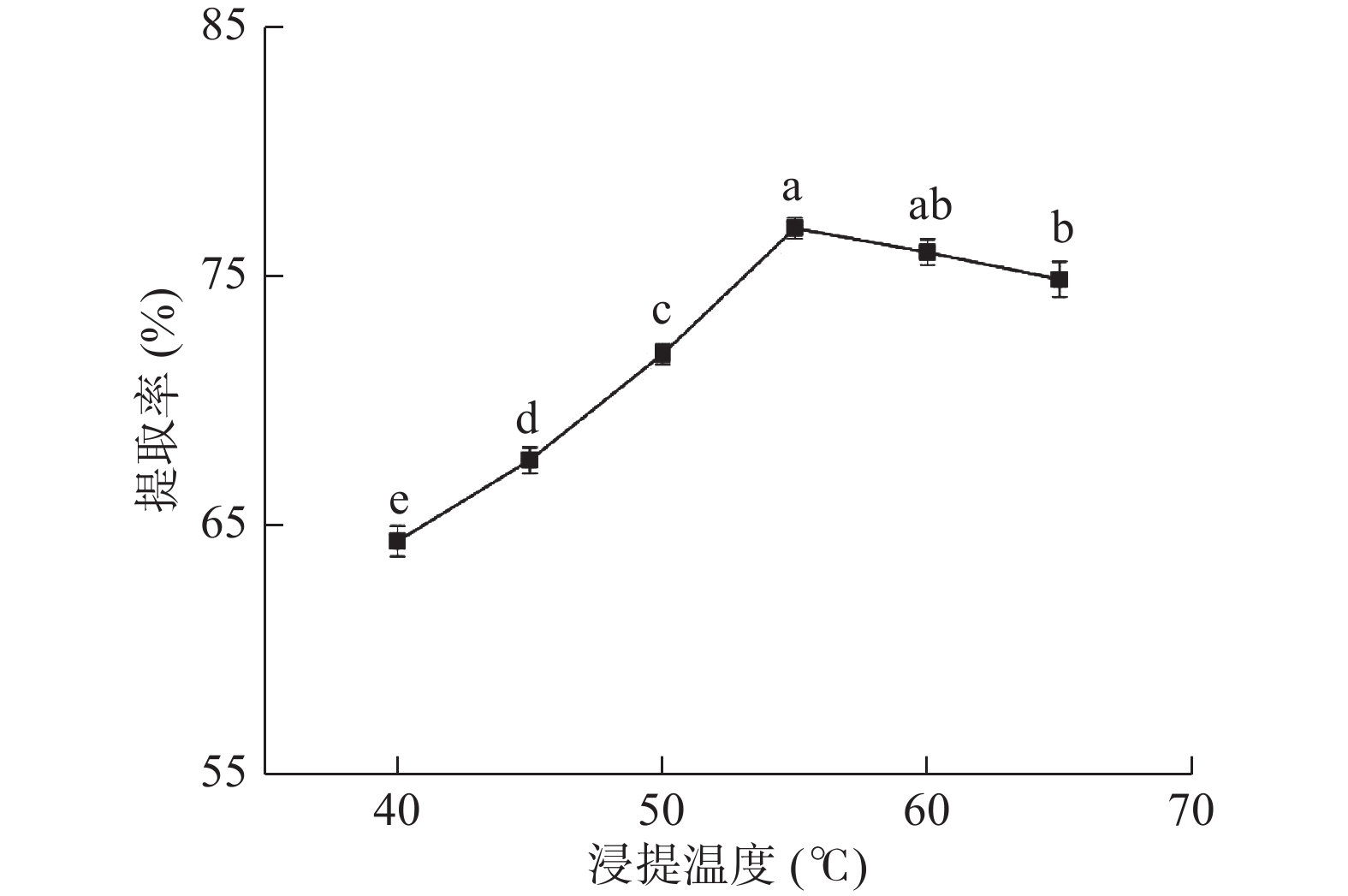
图 4 不同料液比对小米谷糠油提取率的影响Figure 4. Effect of different material to solvent ratio on extraction rate of millet bran oil2.4.3 浸提温度对小米谷糠油提取率的影响
由图5可知,提取温度为40 ℃时,小米谷糠油提取率最低为64.41%;随着浸提温度上升,油脂提取率显著增大(P<0.05);当温度达到55 ℃时,小米谷糠油提取率达到最高为76.94%,比40 ℃条件下油脂提取率增加了19.45%;这是因为随着浸提温度的上升,油脂分子的热运动加剧,其在无水乙醇中自由扩散速率加快。随着温度继续升高,油脂提取率没有显著性差异(P>0.05),且呈逐渐下降趋势,当温度为65 ℃时,小米谷糠油提取率为74.88%,比最大值下降了2.75%,可能是因为浸提温度过高导致部分溶剂挥发损失,造成料液比增大,影响了油脂在无水乙醇中的扩散速率,造成小米谷糠油提取率降低,同时由于温度的升高,油脂容易氧化酸败,既影响了油脂的品质,又增加了精炼的难度。因此,后续实验中选择浸提温度为55 ℃为宜。
![]() 图 5 不同浸提温度对小米谷糠油提取率的影响Figure 5. Effect of different extracting temperature on extraction rate of millet bran oil
图 5 不同浸提温度对小米谷糠油提取率的影响Figure 5. Effect of different extracting temperature on extraction rate of millet bran oil2.5 响应面优化结果与分析
根据单因素实验结果,以浸提时间、料液比和浸提温度为自变量,以小米谷糠油提取率为响应值,使用Design-Expert 8.0.6软件进行响应面分析,分析试验设计及结果见表3。
表 3 响应面分析试验设计及结果Table 3. Results of Box-Behnken Design from millet bran oil组数 A浸提时间 B料液比 C浸提温度 提取率(%) 1 −1 −1 0 68.42 2 1 −1 0 69.17 3 −1 1 0 75.07 4 1 1 0 75.01 5 −1 0 −1 63.85 6 1 0 −1 68.36 7 −1 0 1 75.25 8 1 0 1 75.71 9 0 −1 −1 61.48 10 0 1 −1 71.83 11 0 −1 1 68.19 12 0 1 1 76.52 13 0 0 0 76.40 14 0 0 0 77.62 15 0 0 0 78.54 16 0 0 0 76.87 17 0 0 0 78.20 2.5.1 模型建立与显著性分析
利用Design-Expert 8.0.6分析,各因素对小米谷糠油提取率的响应面回归拟合方程为:
Y=77.53+0.71A+3.90B+3.77C−0.20AB− 1.01AC−0.51BC−2.16A2−3.45B2−4.57C2
对该方程进行显著性分析,结果如表4所示。由表可知,模型P<0.01,表示差异极显著,说明其模拟性良好;方程的决定系数为0.9609,说明该模型响应值变化的96.09%来自于自变量,模拟性良好;失拟项P=0.0616>0.05,表示差异不显著,进一步说明该模型拟合效果良好,能够较好地反映浸提时间、料液比和浸提温度等三个因素对小米谷糠油提取率之间的关系。
表 4 各因素和回归方程的方差分析Table 4. Analysis variance of factors and regression equation方差来源 平方和 自由度 均方 F值 P值 显著性 模型 418.63 9 46.51 19.13 0.0004 ** A-浸提时间 4.00 1 4.00 1.65 0.2402 B-料液比 121.45 1 121.45 49.94 0.0002 ** C-浸提温度 113.63 1 113.63 46.73 0.0002 ** AB 0.16 1 0.16 0.067 0.8026 AC 4.10 1 4.10 1.69 0.2352 BC 1.02 1 1.02 0.42 0.5378 A2 19.65 1 19.65 8.08 0.0249 * B2 50.06 1 50.06 20.59 0.0027 ** C2 88.05 1 88.05 36.21 0.0005 ** 残差 17.02 7 2.43 失拟项 13.83 3 4.61 5.78 0.0616 纯误差 3.19 4 0.80 总和 435.65 16 R2 0.9609 注:*表示差异显著,P<0.05;**表示差异极显著,P<0.01。 各因素中,一次项B、C和二次项B2、C2对小米谷糠油提取均有极显著的影响(P<0.01),二次项A2对小米谷糠油提取影响显著(P<0.05)。各因素对小米谷糠油提取率的影响程度的顺序依次为:料液比>浸提温度>浸提时间。
2.5.2 响应面结果分析
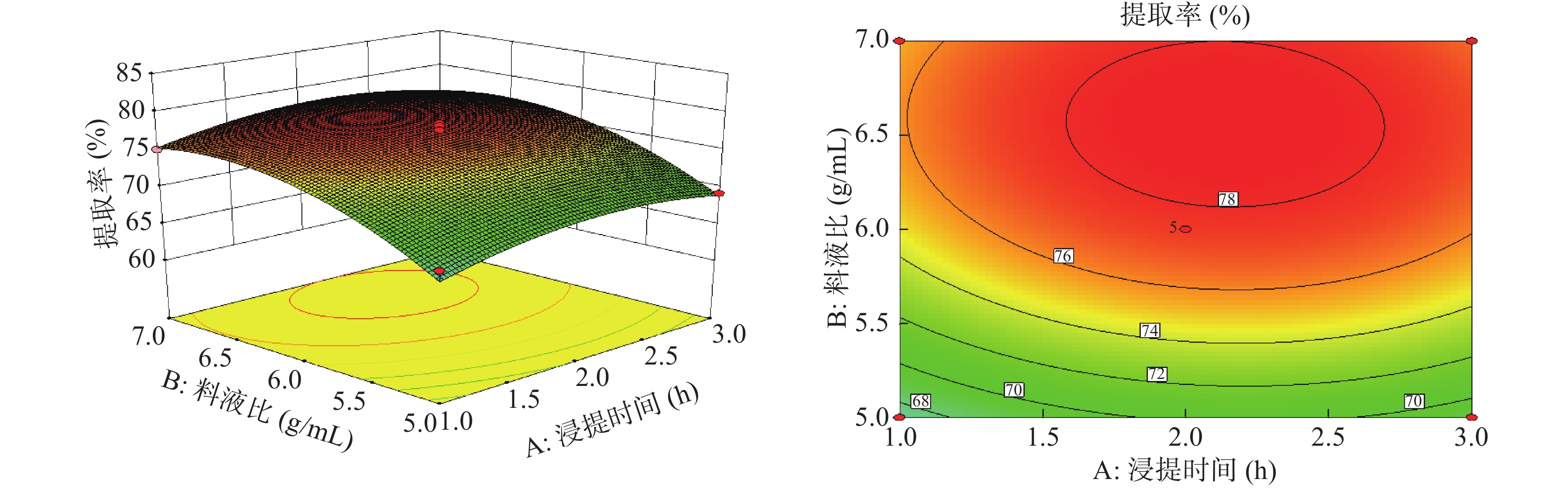
利用Design-Expert 8.0.6软件可以分析各因素对小米谷糠油提取率的影响以及各因素之间的交互作用,响应面曲线见图6~图8。
![]() 图 6 浸提时间和料液比的交互作用对小米谷糠油提取率的影响Figure 6. Effect of the interaction between extracting time and material to solvent ratio on the extraction rate of millet bran oil
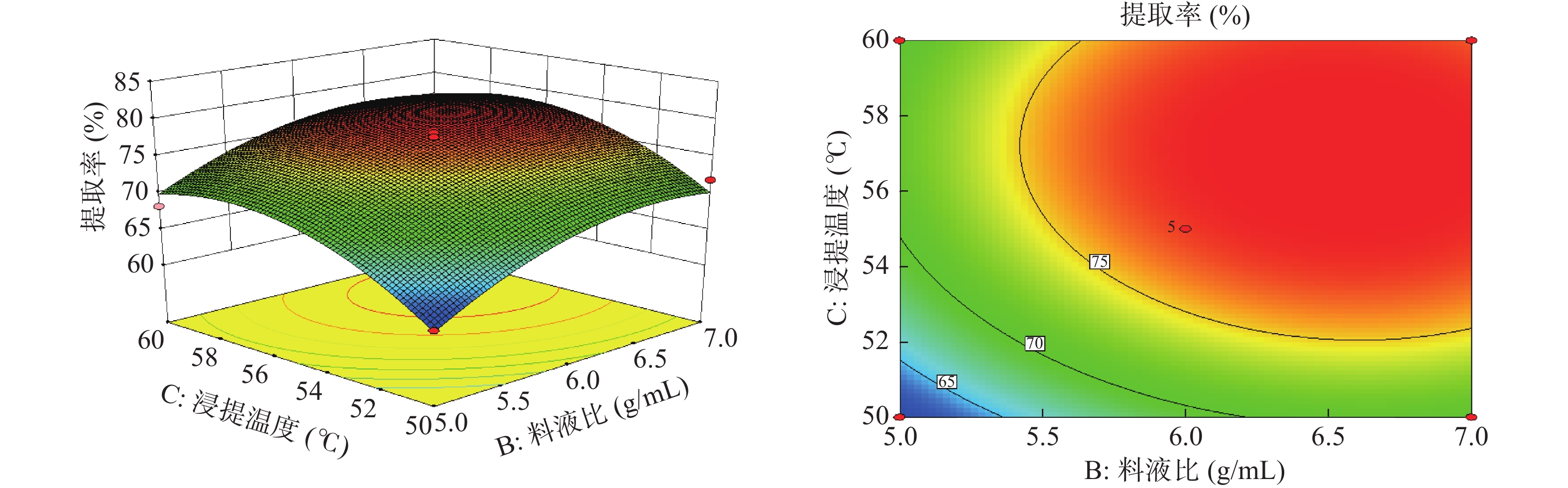
图 6 浸提时间和料液比的交互作用对小米谷糠油提取率的影响Figure 6. Effect of the interaction between extracting time and material to solvent ratio on the extraction rate of millet bran oil![]() 图 7 料液比和浸提温度的交互作用对小米谷糠油提取率的影响Figure 7. Effect of the interaction between material to solvent ratio and extracting temperature on the extraction rate of millet bran oil
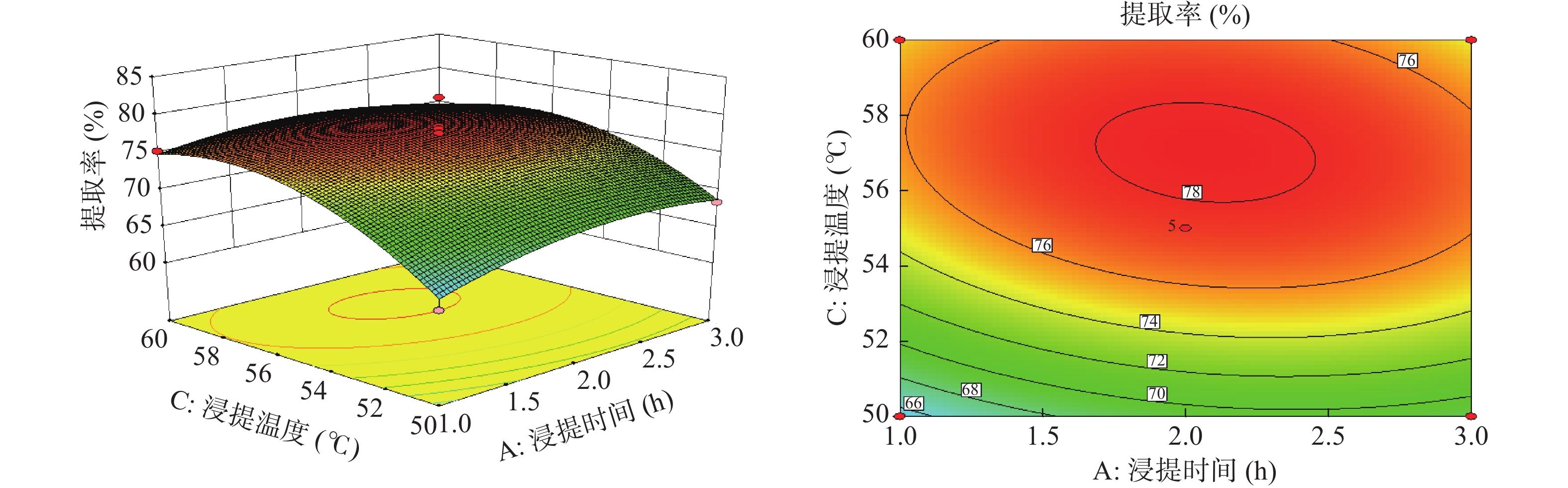
图 7 料液比和浸提温度的交互作用对小米谷糠油提取率的影响Figure 7. Effect of the interaction between material to solvent ratio and extracting temperature on the extraction rate of millet bran oil![]() 图 8 浸提时间和浸提温度的交互作用对小米谷糠油提取率的影响Figure 8. Effect of the interaction between extracting time and extracting temperature on the extraction rate of millet bran oil
图 8 浸提时间和浸提温度的交互作用对小米谷糠油提取率的影响Figure 8. Effect of the interaction between extracting time and extracting temperature on the extraction rate of millet bran oil由图6可知,浸提温度为55 ℃条件下,小米谷糠油提取率先上升后下降,曲面不陡峭,等高线接近呈圆形,浸提时间与料液比交互作用不显著;由图7可知,浸提时间为2 h条件下,小米谷糠油提取率先上升后下降,曲面较陡峭,等高线呈圆形,料液比与浸提温度交互作用不显著;由图8可知,料液比为1:6 g/mL条件下,小米谷糠油提取率先上升后下降,曲面不陡峭,等高线接近呈圆形,浸提时间与浸提温度交互作用不显著。
2.5.3 最优工艺平行验证试验
通过Design-Expert 8.0.6分析,超声辅助无水乙醇提取小米谷糠油的最佳工艺参数是:浸提时间为2.05 h、料液比为1:6.54 g/mL、浸提温度为56.89 ℃,此时小米谷糠油提取率为79.30%。
为了实际操作方便,将最优工艺参数修正为浸提时间为2 h、料液比为1:6.5 g/mL、浸提温度为56 ℃。在此参数下做3次平行试验,结果取平均值,得到小米谷糠油提取率为78.57%,实际和理论数值相差较小,能够利用该模型对小米谷糠油提取进行响应面优化。
2.6 小米谷糠油主要理化性质分析
由表5可知,在最佳工艺条件下提取的小米谷糠油酸值为12.35 mg/g,过氧化值为0.22 g/100 g,由于国家未出台关于小米谷糠油的卫生标准,可参考米糠油的相关标准,符合《食品安全国家标准植物油》(GB2716-2018)关于米糠油的指标。本研究提取的小米谷糠油酸值比米糠油相对较低,比棕榈(仁)油、玉米油等植物原油相对较高,与前人试验结果一致[25-26],很可能是与无水乙醇的浸提时间、浸提温度有一定关系。
表 5 小米谷糠油与常见植物原油(GB2716-2018)主要理化指标Table 5. Primary physical and chemical indexes of millet bran oil and common vegetable oil样品名称 酸值(mg/g) 过氧化值(g/100 g) 小米谷糠油 12.35 ± 0.26 0.22 ± 0 米糠油 25 0.25 棕榈(仁)油、玉米油、橄榄油、
棉籽油、椰子油10 0.25 其他 4 0.25 同时,超声辅助无水乙醇提取的小米谷糠油脂澄清、透明,有小米谷糠独特的香味,色泽微红,很可能是因其含有叶绿素和类胡萝卜素而导致的颜色变化。因此,小米谷糠油的工业化生产时,需要对油脂进一步脱色处理。
2.7 小米谷糠油脂肪酸组成分析
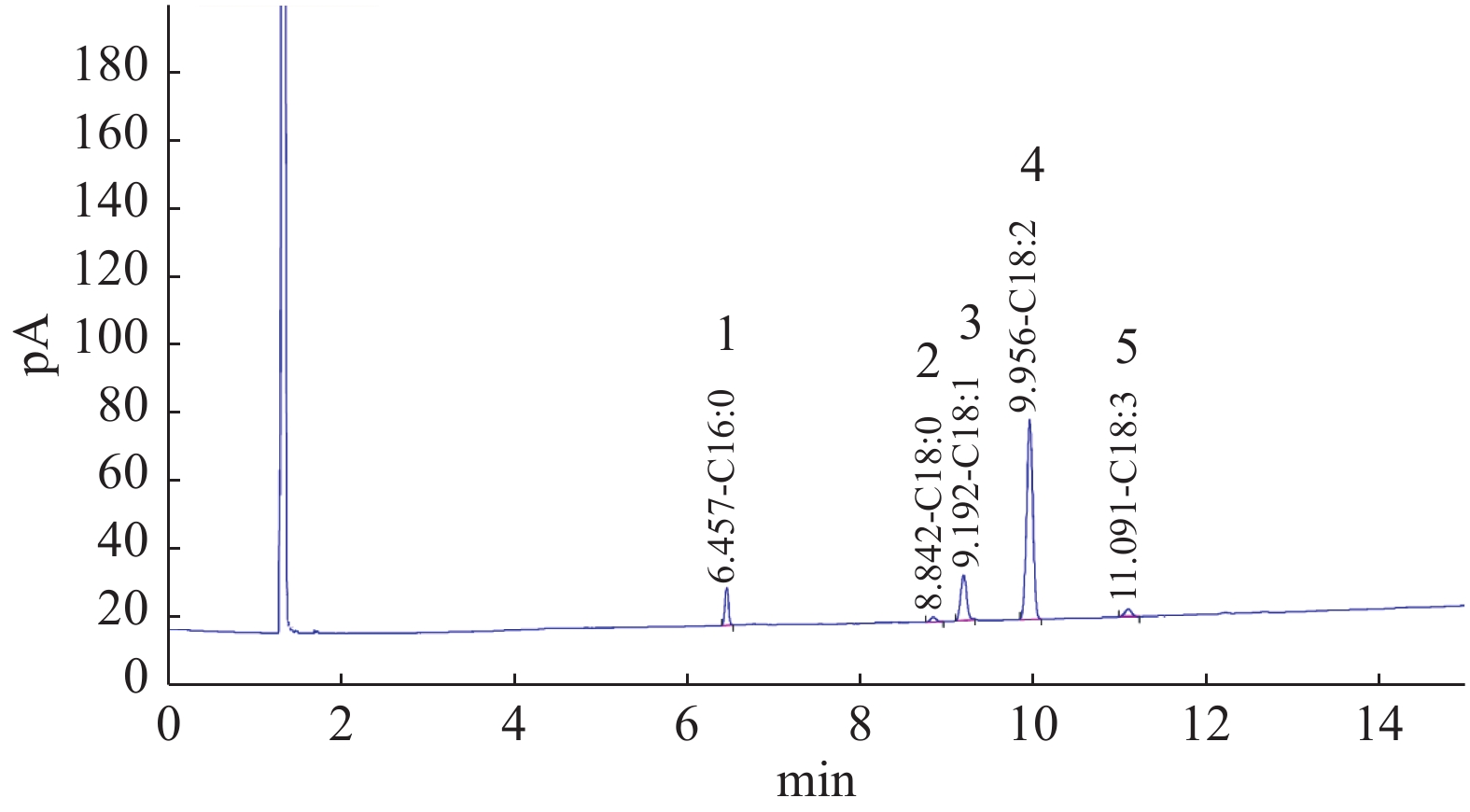
采用气相色谱法对超声辅助无水乙醇提取的小米谷糠油脂肪酸主要成分进行测定,得到的脂肪酸气相色谱图谱见图9。
小米谷糠油的脂肪酸主要成分为棕榈酸、硬脂酸、油酸、亚油酸和亚麻酸。由表6可知,小米谷糠油中油酸、亚油酸和亚麻酸等不饱和脂肪酸含量很高,占总脂肪酸含量的90.58%,其中,亚油酸含量高达72.31%,是一种典型的高亚油酸型植物油。亚油酸是人体必需脂肪酸,具有降低胆固醇、降血压和预防动脉粥硬化等一系列功效[27],有较高的营养价值和生理功能,有助于增加小米谷糠油的附加值。
表 6 小米谷糠油脂肪酸组成Table 6. Fatty acid composition of millet bran oil序号 脂肪酸名称 脂肪酸简称 含量(%) 1 棕榈酸 C16:0 7.89 2 硬脂酸 C18:0 1.52 3 油酸 C18:1 15.32 4 亚油酸 C18:2 72.31 5 亚麻酸 C18:3 2.95 3. 结论
针对小米谷糠极易氧化酸败的情况,要着力解决谷子碾磨后对小米谷糠尽快进行前处理这一关键操作,需要选用新鲜小米谷糠,并经过温度为121 ℃红外加热15 min处理。采用安全、提取效果好的无水乙醇为提取溶剂,在温度为30 ℃、28 kHz频率超声20 min条件下,经响应面优化的超声辅助小米谷糠油提取工艺参数是:浸提时间为2 h、料液比为1:6.5 g/mL、浸提温度为56 ℃,在此条件下的验证实验中小米谷糠油提取率为78.57%。各因素对小米谷糠油提取率的影响程度的顺序依次为:料液比>浸提温度>浸提时间。经超声辅助无水乙醇提取的小米谷糠油酸值为12.35 mg/g,过氧化值为8.59 mmoL/kg(相当于0.22 g/100 g),符合《食品安全国家标准 植物油》(GB2716-2018)关于米糠油的指标。小米谷糠油的脂肪酸主要成分为棕榈酸、硬脂酸、油酸、亚油酸和亚麻酸,油脂中不饱和脂肪酸含量很高,占总脂肪酸含量的90.58%,其中,亚油酸含量最高,约占总脂肪酸含量的72.31%,是一种典型的高亚油酸型植物油。因此,提取小米谷糠油有着很好地发展前景和利用价值。本研究优化了超声辅助无水乙醇提取小米谷糠油,虽仅局限于实验室的研究,应用于工业生产还有待于进一步调试,但本方案选取绿色、安全、价格低廉、回收方便的无水乙醇作为提取溶剂,也为后续小米谷糠油溶剂提取的工业化生产带来了可能。
-
![]()
![]()
图 2 不同有机溶剂对小米谷糠油提取率的影响
Figure 2. Effect of different organic solvents on extraction rate of millet bran oil
![]()
图 3 不同浸提时间对小米谷糠油提取率的影响
Figure 3. Effect of different extracting time on extraction rate of millet bran oil
![]()
图 4 不同料液比对小米谷糠油提取率的影响
Figure 4. Effect of different material to solvent ratio on extraction rate of millet bran oil
![]()
图 5 不同浸提温度对小米谷糠油提取率的影响
Figure 5. Effect of different extracting temperature on extraction rate of millet bran oil
![]()
图 6 浸提时间和料液比的交互作用对小米谷糠油提取率的影响
Figure 6. Effect of the interaction between extracting time and material to solvent ratio on the extraction rate of millet bran oil
![]()
图 7 料液比和浸提温度的交互作用对小米谷糠油提取率的影响
Figure 7. Effect of the interaction between material to solvent ratio and extracting temperature on the extraction rate of millet bran oil
![]()
图 8 浸提时间和浸提温度的交互作用对小米谷糠油提取率的影响
Figure 8. Effect of the interaction between extracting time and extracting temperature on the extraction rate of millet bran oil
表 1 超声辅助提取小米谷糠油响应面因素水平表
Table 1 Factor and levels coding of Box-Behnken Design from millet bran oil by ultrasonic assisted extraction method
因素 水平 −1 0 1 A浸提时间(h) 1 2 3 B料液比(g/mL) 1:5 1:6 1:7 C浸提温度(℃) 50 55 60  下载: 导出CSV
下载: 导出CSV
表 2 不同前处理方式对小米谷糠油提取率的影响
Table 2 Effects of different pretreatment methods on extraction rate of millet bran oil
前处理方式 提取率(%) 红外加热法 65.88 ± 0.36 a 加压加热法 63.27 ± 0.64 b 微波加热法 62.19 ± 0.92 b 未经过前处理(对照) 62.10 ± 0.47 b 注:同列不同小写字母表示在0.05水平下差异显著。
下载: 导出CSV
表 3 响应面分析试验设计及结果
Table 3 Results of Box-Behnken Design from millet bran oil
组数 A浸提时间 B料液比 C浸提温度 提取率(%) 1 −1 −1 0 68.42 2 1 −1 0 69.17 3 −1 1 0 75.07 4 1 1 0 75.01 5 −1 0 −1 63.85 6 1 0 −1 68.36 7 −1 0 1 75.25 8 1 0 1 75.71 9 0 −1 −1 61.48 10 0 1 −1 71.83 11 0 −1 1 68.19 12 0 1 1 76.52 13 0 0 0 76.40 14 0 0 0 77.62 15 0 0 0 78.54 16 0 0 0 76.87 17 0 0 0 78.20
下载: 导出CSV
表 4 各因素和回归方程的方差分析
Table 4 Analysis variance of factors and regression equation
方差来源 平方和 自由度 均方 F值 P值 显著性 模型 418.63 9 46.51 19.13 0.0004 ** A-浸提时间 4.00 1 4.00 1.65 0.2402 B-料液比 121.45 1 121.45 49.94 0.0002 ** C-浸提温度 113.63 1 113.63 46.73 0.0002 ** AB 0.16 1 0.16 0.067 0.8026 AC 4.10 1 4.10 1.69 0.2352 BC 1.02 1 1.02 0.42 0.5378 A2 19.65 1 19.65 8.08 0.0249 * B2 50.06 1 50.06 20.59 0.0027 ** C2 88.05 1 88.05 36.21 0.0005 ** 残差 17.02 7 2.43 失拟项 13.83 3 4.61 5.78 0.0616 纯误差 3.19 4 0.80 总和 435.65 16 R2 0.9609 注:*表示差异显著,P<0.05;**表示差异极显著,P<0.01。
下载: 导出CSV
表 5 小米谷糠油与常见植物原油(GB2716-2018)主要理化指标
Table 5 Primary physical and chemical indexes of millet bran oil and common vegetable oil
样品名称 酸值(mg/g) 过氧化值(g/100 g) 小米谷糠油 12.35 ± 0.26 0.22 ± 0 米糠油 25 0.25 棕榈(仁)油、玉米油、橄榄油、
棉籽油、椰子油10 0.25 其他 4 0.25
下载: 导出CSV
表 6 小米谷糠油脂肪酸组成
Table 6 Fatty acid composition of millet bran oil
序号 脂肪酸名称 脂肪酸简称 含量(%) 1 棕榈酸 C16:0 7.89 2 硬脂酸 C18:0 1.52 3 油酸 C18:1 15.32 4 亚油酸 C18:2 72.31 5 亚麻酸 C18:3 2.95
下载: 导出CSV
-
[1] 许洁. 小米谷糠蛋白的提取及其保健功能的研究[D]. 太原: 山西大学, 2012. [2] 吴妙鸿, 黄薇, 刘兰英, 等. 米糠营养成分分析及其在鲍鱼饲料中的应用价值研究[J]. 粮食与饲料工业,2018(3):34−37. [3] 李兴峰, 宁亚维, 缪铭, 等. 中国小米全谷物食品的研究现状及发展方向[J]. 河北科技大学学报,2014,35(3):250−254. doi: 10.7535/hbkd.2014yx03007 [4] 杨敏, 张羽霄, 杜宣利, 等. 小米糠中亚油酸的提取工艺研究[J]. 粮食与食品工业,2019,26(2):14−18. doi: 10.3969/j.issn.1672-5026.2019.02.004 [5] Seema A, Ghufran S S M, Saied S Z, et al. Potential nutraceutical benefits of basmati rice bran oil as analgesic, anti-inflammatory and anti-arthritis[J]. Pakistan Journal of Pharmaceutical Sciences,2019,32(6):2545−2551.
[6] Liu F M, Shan S H, Li H Q, et al. Treatment of peroxidase derived from Foxtail millet Bran attenuates atherosclerosis by inhibition of CD36 and STAT3 in vitro and in vivo[J]. Journal of Agricultural and Food Chemistry,2020,68(5):1276−1285. doi: 10.1021/acs.jafc.9b06963
[7] 孙青山, 王常青, 张生万, 等. 小米油复合饮料降血脂作用的实验研究[J]. 食品工业科技,2016,37(17):332−334, 339. [8] Dong J L, Wang L, Lv J, et al. Structural, antioxidant and adsorption properties of dietary fiber from foxtail millet (Setaria italica) bran[J]. Journal of the Science of Food and Agriculture,2019,99(8):3886−3894. doi: 10.1002/jsfa.9611
[9] 王喜英, 吴宿慧, 李寒冰. 小米油对小鼠烫伤皮肤的修复作用[J]. 河南中医,2018,38(5):694−698. [10] 赵陈勇, 王常青, 许洁, 等. 小米谷糠油降血脂和抗氧化作用的研究[J]. 中国粮油学报,2012,27(7):67−70. doi: 10.3969/j.issn.1003-0174.2012.07.014 [11] 杨敏, 杜宣利, 魏永峰, 等. 小米糠液压榨油工艺的研究[J]. 粮食与食品工业,2020,27(1):13−17. doi: 10.3969/j.issn.1672-5026.2020.01.004 [12] 赵陈勇, 王常青, 许洁, 等. 富含甾醇小米谷糠油提取工艺研究[J]. 中国油脂,2011,36(7):12−14. [13] 周麟依, 肖志刚, 于金平, 等. 挤压膨化辅助水酶法提取米糠油工艺研究[J]. 中国粮油学报,2014,29(7):68−72. [14] 薛晋. CO2超临界萃取小米糠油的工艺研究[J]. 食品工程,2017(1):25−27, 47. doi: 10.3969/j.issn.1673-6044.2017.01.009 [15] 叶展, 罗质, 何东平, 等. 超声波技术在油脂适度精炼中的应用研究进展[J]. 食品工业,2015,36(7):231−236. [16] 邓博心. 预烘烤对花生水酶法制油油脂释放行为及品质的影响[D]. 无锡: 江南大学, 2018. [17] 秦可欣, 程文红, 张光, 等. 米糠稳定化技术的研究进展[J]. 农产品加工(学刊),2014,362(16):50−53. [18] 曾秋梅. 山茶属三组植物油脂组成分析及其图像标记开发[D]. 厦门: 华侨大学, 2016. [19] 谢庆方. 红麻籽油提取工艺及其氧化稳定性研究[D]. 郑州: 河南工业大学, 2018. [20] 韩思萌, 刘昆仑, 陈复生. 米糠稳定化研究进展[J]. 粮食与油脂,2019,32(11):4−6. [21] 苏丹, 李树君, 赵凤敏, 等. 红外加热米糠稳定化研究[J]. 食品科技,2012,37(4):142−146. [22] Yilmaz N. Middle infrared stabilization of individual rice bran milling fractions[J]. Food Chemistry,2016,190(1):179−185.
[23] 程叶停, 刘元法, 李进伟, 等. 米糠近红外稳定化处理过程研究与评价[J]. 中国油脂,2016,41(12):50−54. doi: 10.3969/j.issn.1003-7969.2016.12.011 [24] 谢莹. 米糠油制取及精炼工艺的研究[D]. 长沙: 中南林业科技大学, 2013. [25] 马蕴欣. 小米谷糠稳定化及谷糠油提取工艺的研究[D]. 济南: 齐鲁工业大学, 2016. [26] 杜亚军. 小米糠深加工研究进展[J]. 粮食与饲料工业,2016(3):31−34, 39. [27] 宁芯, 韦静, 黎梓玉, 等. 百香果果籽油提取工艺优化及其调和油的调配研究[J]. 中国粮油学报,2020,35(2):77−82. doi: 10.3969/j.issn.1003-0174.2020.02.014
 下载:
下载:









计量
- 文章访问数: 347
- HTML全文浏览量: 175
- PDF下载量: 95
